Гильзовка блока цилиндров своими руками
Краткое содержание статьи:
По дорогам нашей необъятной страны колесит огромное количество стареньких автомобилей, ремонт двигателей которых производился не один раз. Без разницы, какой марки и модели наше транспортное средство, отремонтировать его можно своими руками, сэкономив на этом не только деньги, но время. Автомобили без явного ремонтного резерва наши умельцы восстанавливают методом гильзования. В данной статье мы разберемся, как выполняется гильзовка блока цилиндров своими руками.
Гильза и ее виды
Одной из составных частей любого мотора является гильза. Она представляет собой вставку из металла, внутри которой располагается поршень. От объема данного элемента зависит рабочий объем силового агрегата автомобиля.
Как и все механические составляющие детали в двигатели, гильза нуждается в периодическом ремонте, который называется «гильзование». Такой процесс требует от человека особых навыков и знаний. Данная процедура выполняется в том случае, когда износ гильз превышает предусмотренные изготовителем ремонтные размеры.
На сегодняшний день производителями легковых автомобилей устанавливается следующие типы гильз:
- Мокрые – имеют точку соприкосновения поверхности с охлаждающей жидкостью и располагаются в «рубашке охлаждения». Такой вид гильз обеспечивает хороший теплообмен, однако картеры с ними имеют меньшую жесткость. Мокрые гильзы лучше поддаются ремонту, а произвести их замену можно собственноручно.
- Сухие – представляют собой цельную конструкцию с блоком и монтируются в него еще на заводе изготовителе. Они не контактируют с охлаждающей жидкостью, вследствие чего и получили такое название. Заменить гильзы такого вида довольно сложно. Гильзование выполняется профессионалами с применением специального оборудования.
Покупая на рынке или в специализированном магазине гильзы, следует учитывать некоторые немаловажные моменты:
- Разница толщины стенки в разных местах гильзы не должна превышать 0.02 мм;
- Чистота внешней поверхности гильзы должна иметь 8-10 класс;
- Покупать гильзу необходимо с припуском, т.к. в дальнейшем будет выполняться расточка.
Методика выполнения работ
Перед гильзовкой нужно с помощью нутромера выполнить специальную диагностику, результаты которой скажут, необходим ли ремонт вашему двигателю. В зависимости от вида гильз применяют различные технологии ремонта. Чаще всего – это запрессовка и горячее гильзование. Также, для чугунных блоков двигателя следует использовать гильзы из чугуна, а для алюминиевых блоков соответственно из алюминиевых сплавов.
Первым шагом перед началом гильзования является расточка цилиндра (кроме цилиндров из галникала), при которой нужно выдержать правильную форму паза для гильзы. Следующий шаг – это хонинговка пазов, после чего идет уже гильзование.
Гильзование горячим методом
Такой метод можно считать самым качественным. В его основе лежит использование различия температур элементов. Втулка обрабатывается специальным средством во избежание появления конденсата на деталях двигателя. Блок разогревается до 150С0 после чего в гнездо вставляется охлажденная жидким азотом втулка.
Гильзование запрессовкой
Гильзы сухого типа устанавливать в блок методом запрессовки профессионалы не рекомендуют. Данный метод осуществим лишь при небольшом значении натяга 0,05 мм и меньше. Кроме этого гильзу приходится делать толстой, иногда до 4 мм, чтобы избежать искажения во время самого процесса запрессовки. Также существует риск искажения гильзы во время работы двигателя из-за остаточного напряжения внутри, которое образуется при данном методе.
Гильзовка блока Porsche Cayenne:
Что ещё можно почитать:
Гильзовка блока цилиндров двигателя: описание, процесс
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
Описание
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место.
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.
Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.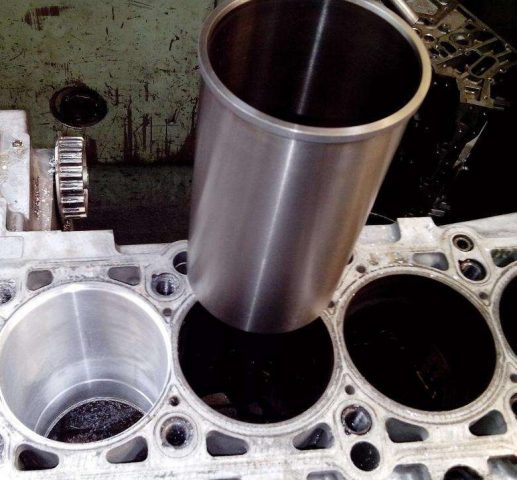
Алюминиевые блоки с покрытием Никасил
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого. Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей. Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора.
Наши возможности (Работы по блоку цилиндров двигателя)
Гильзовка является достаточно сложным процессом монтажа ремонтных гильз в блоки цилиндров. Грамотно произведенная процедура позволяет значительно увеличить срок эксплуатации двигателя. Так же наша компания имеет большой опыт работы гильзовке с использованием комплектующих компании Darton.
Darton это американская производственная компания, которая с 1978 года успешно занимается изготовлением мокрых и сухих гильз для гоночных автомобилей и тюнинга, считается на современном рынке безусловным лидером. Darton производит детали для двигателя Nissan, Subaru, GM, Honda, Ford, Suzuki, Toyota и многих других. Гильзовка блоков, производимая нашими высококлассными специалистами — это всегда качество и экономия Ваших средств.
Гильзовка блоков гильзами Darton – это усложненный процесс гильзовки, связанный со своими особенностями. По данным работам мы имеем огромный опыт.
Очень часто гильзовка блока цилиндров является единственным выходом в создавшейся ситуации из-за отсутствия ремонтных поршней, сильного износа или повреждений блока. Мы устанавливаем как готовые гильзы, так и изготовленные нашими специалистами ремонтные гильзы из специальных сплавов чугуна.
Процедура проходит в несколько этапов:
- промеры деталей и дефектация
- расточка блока под гильзы
- изготовление гильз
- установка гильз в блок цилиндров
- опрессовка блока цилиндров
- обработка плоскости(фрезеровка) блока цилиндров
- хонинговка цилиндров
Качество выполняемых процедур зависит от нескольких показателей:
- опыт мастеров
- наличие современного ремонтного оборудования
- выходной контроль
Гильзовка
СТОИМОСТЬ ГИЛЬЗОВКИ
Наряду со штатным ремонтом отверстий блока цилиндров, включающим расточку и хонингование, в нашем техцентре также осуществляется ремонт цилиндров с помощью ремонтных гильз.

Вследствие длительной эксплуатации, низкого качества топлива, несвоевременного обслуживания, а так же неквалифицированного ремонта (выход поршневого пальца), на стенках цилиндров обнаруживаются неровности, задиры или износ такой величины, что невозможно их устранить даже при растачивании до максимально возможного размера. Блоки цилиндров с такими повреждениями можно восстановить, только установив в них ремонтные гильзы. Для этого цилиндр растачивается до диаметра, равного наружному диаметру гильзы, минус величина натяга, необходимая для надежного удержания гильзы в блоке цилиндров. Технология гильзовки разрабатывается индивидуально, в зависимости от материала блока цилиндров, толщины стенки цилиндра и т.д. При гильзовании применяются чугунные гильзы, полученные методом центробежного литья. Если ремонт блоков цилиндров, изготовленных из чугуна, предусмотрен некоторыми фирмами — производителями в технологии ремонта, то для блоков цилиндров, изготовленных из алюминиевых сплавов (сейчас таких — большинство), данные технологии не подходят. Многие производители современных двигателей не предусматривают ремонт блоков цилиндров и при поломке предлагают замену блока цилиндров в сборе или замену двигателя, что, как правило, очень дорого. Единственная альтернатива – гильзовка.
В числе прочих наш техцентр устанавливает гильзы фирмы Darton.

В нашем техцентре, основываясь на опыте различных фирм, разработана оригинальная технология ремонта алюминиевых блоков цилиндров тонкостенными чугунными гильзами.
Индивидуальный подход к каждой модели алюминиевого блока цилиндров позволяет осуществлять ремонт с максимальной надежностью фиксации ремонтной гильзы.
Применение оригинальных технологий, специального оборудования и высокая квалификация персонала, позволяет производить ремонт блоков цилиндров любой сложности.
Пример гильзовки блока цилиндров двигателя МВ 272




Современные дизельные двигатели устанавливаемые на автомобили Volkswagen и Audi (BPD,BPE,AXE,AXD и т.д.), в условиях эксплуатации в России, часто выходят из строя вследствие того, что ионно-плазменное напыление стенок цилиндров разрушается.
Наш техцентр разработал технологию гильзования таких цилиндров.
Результат работы превзошел все ожидания- ресурс двигателя вырос, по сравнению с заводским напылением.
Стоимость гильзовки
Гильзовка блока цилиндровот 2 310руб за цилиндр!
Из своего опыта мы можем утверждать, что гильзуются любые двигатели. Важно только знать и соблюдать некоторые технологические тонкости. Например: мы часто используем для изготовления гильз заготовки из специального антифрикционного чугуна, полученные центробежным литьем (это дает оптимальный результат по соотношению цены и качества). В паре трения «поршневое кольцо – цилиндр» что-то одно должно быть «мягким», а другое – «твердым».
Поэтому если до гильзовки на цилиндрах было покрытие типа «никасил» (намного тверже чугуна), то использовать в загильзованном двигателе «родные» поршневые кольца уже нельзя – для чугуна они будут слишком «мягкими». В этом случае мы подбираем кольца от двигателя с чугунными цилиндрами и, если необходимо, дорабатываем под них «родные» поршни.
Также возможна доработка любых поршней (в том числе с «задирами») для установки в гильзованый блок- частая проблеме дефицита поршней M272.
Настоятельно советуем уделить пару минут времени на статью на нашем сайте, которая ответит на многие ваши вопросы.
Стоимость гильзовки и хонингования блока цилиндров в Центр «МОТОР»:
| Отечественные автомобили | Цена за Цилиндр (руб) |
| Гильзовка ВАЗ, ГАЗ (без гильз) | 1 698 |
| Изготовление гильзы при гильзовке | 2 090 |
| Гильзовка УАЗ (с гильзой) | 5 000 |
| Иномарки | Цена за Цилиндр |
| Гильзовка чугунного блока (рядный) | 2 310 |
| Гильзовка алюминиевого блока (рядный) | 3 630 |
| Гильзовка V-образного блока (чугун) | 3 300 |
| Гильзовка V-образного блока (алюминий) | 4 180 |
| Изготовление гильзы при гильзовке | 2 090 |
| Подгонка «мокрых» гильз по высоте | 2 420 |
| Работа по одному цилиндру или с герметизацией пробоины | +20% |
Ремонт блока цилиндров (БЦ) в Москве по низким ценам сервисного центра МоторТехнология
Все работы по ремонту и восстановлению блока цилиндров осуществляется на современном высокоточном оборудовании с применением передовых технологий ремонта двигателя.
Все технологии восстановления блоков цилиндров отвечают жеским требованиям производителей автодвигателей.
Оснащение нашего ремонтного цеха позволяет нам выполнять полный перечень услуг по ремонту БЦ.
В комплексный ремонт блока цилиндров входит:
- Расточка БЦ
- Хонинговка БЦ
- Гильзовка БЦ
- Восстановление геометрии (плоскостности) БЦ
- Ремонт, восстановление постелей коленчатого вала
- Заделка трещин
Любой ремонт начинается с мойки деталей, без качественной очистки деталей невозможно осуществить ремонт современного двигателя. Для очистки деталей мы используем струйную моечную машину Magido и ультразвуковую мойку Tierra Tech MOT350.
После очистки деталей мы определяем её ремонтопригодность, для этого необходимо провести опрессовку деталей. Для опрессовки деталей мы используем стенд для проверки герметичности Carmec PTR1600.
Расточка блоков цилиндров осуществляется на станке Berco ACP 160. Благодаря элементам ЧПУ на станке можно устанавливать программу расточки с максимальной точностью. Станок самостоятельно производит необходимые замеры и растачивает строго по программе без каких либо отклонений. Специалист, который работает на этом станке может одновременно работать на нескольких станках, что существенно сокращает сроки ремонта в нашем сервисно-техническом центре.
Другой станок, на котором мы растачиваем блоки цилиндров это AZ VB 182М. Станок уже давно используется в нашей компании и зарекомендовал себя как надежный и удобный в работе станок, который позволяет быстро и качественно произвести ремонт БЦ. Для больших деталей, длинной более 2000 мм мы используем высокоточный станок AZ VB260.
Для хонингования блоков цилиндров в нашем сервисно-техническом центре используется станок AZ Ch250. Благодаря применению плавных регулировок (изменений) скорости возвратно-поступательного движения шпинделя и его частоты вращения оптимизируются режимы хонингования как абразивным, так и алмазным инструментом. Отработанная технология хонингования на этом станке позволяет обрабатывать поверхность с наилучшим результатам.
Восстановление геометрии (привалочной плоскостности) БЦ осуществляется на станке AZ SP1600 серии PLC. Это современный станок с элементами ЧПУ, что позволяет проводить ремонт с высокой точность, срезать только на необходимую глубину, что несомненно сохраняет ресурс обработаной детали.
Ремонт постелей коленчатого вала, как и в случае с ремонтом постелей распредвала в ГБЦ производится на станке AZ BAC 2000. Этот станок используется нами и многими нашими клиентами для ремонта постелей по причине своей высокой точности обработки. Благодаря плавной регулировки подачи шпинделя, частоты вращения шпинделя, хромированным борштангам и многому другому, этот станок является наиболее удачным среди подобных.
Другие работы по ремонту и восстановлению блоков цилиндров мы производим на современном, технологичном оборудовании отечественного и импортного производства. Например, для напыления металлов при различных видах ремонта мы используем отечественную установку для напыления Димет. При помощи этой установки мы можем напылять металлы на различные поверхности быстро и эффективно.
Расточка и гильзовка блоков цилиндров в техническом центре Мотортехнология
Хонинговка блоков цилиндров в техническом центре Мотортехнология
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
О нашей продукции: Гильзы цилиндров

Гильзы цилиндров изготавливаются из специального серого, высокопрочного и легированного чугуна.
Благодаря современному оборудованию и технологиям изделия обладают высокой коррозионной стойкостью, геометрической точностью, оптимальным маслоемкостью поверхности и прочностью.
Все гильзы цилиндров двигателей с жидкостным охлаждением изготавливаются методом центробежного литья. Благодаря этому обеспечивается более качественная структура материала и удаляются тяжелые примеси.Механические свойства металла распределены равномерно по всей детали.
Для повышения механических свойств гильзы проходят термообработку.
Для обеспечения устойчивости к износу и коррозии поверхность гильзы цилиндра фосфатирована.
Гильзы цилиндров изготавливаются из различных видов специального серого чугуна с легирующими элементами: Mn (марганец), Ni (никель), Cu (медь), Si (кремний), Cr (хром), Mo (молибден) и др.
Сr Хром | Повышает твердость, прочность, износостойкость. |
Пн Молибден | Повышает твердость без влияния на обрабатываемость. Повышает износостойкость. |
Ni Никель | Повышает обрабатываемость чугуна. Улучшает механические свойства чугуна и увеличивает его износостойкость. Никель обеспечивает однородную твердость материала по всей отливке. |
Cu Медь | Медь имеет те же свойства, что и никель. Чугун с высоким содержанием меди имеет высокую твердость , необходимую вязкость и хорошую обрабатываемость. |
V Ванадий | Придает чугуну мелкозернистость
структура, упрочняющая его металлическую основу. Повышает прочность чугуна, уменьшая его хрупкость. |
Ti Титана | Улучшает структуру и механические свойства отливки, упрочняя металлическую основу чугуна. Титан, являясь хорошим раскислителем, очищает чугун от газовых раковин. и вредные примеси. |
Р Фосфор | Повышает текучесть чугуна, обеспечивая однородную структуру отливки. |
Р Кремний | Уменьшает усадку отливки при охлаждении Повышает твердость |
Плато хонингования — ровные плато, чередующиеся с впадинами. Плато обеспечивает сжатие, а впадины задерживают масло. Плато-хонингование позволяет быстро приработать цилиндры двигателя и поршневые кольца. В результате продлевается срок службы двигателя и обеспечивается его устойчивость.

 .
.
Гильза цилиндра образует цилиндрическое пространство, в котором поршень отвечает взаимностью. Причины изготовления лайнера отдельно от Блок цилиндров (рубашка), в котором он расположен, следующие:
Гильза будет сильно нагреваться во время работы двигателя, так как тепловая энергия от горящего топлива передается стенке цилиндра. Так что температура может поддерживаться в допустимых пределах лайнер охлаждение.
Для увеличения мощности двигателя на заданное количество цилиндров, необходимо либо увеличить КПД двигателя, либо более топливо должно сжигаться за цикл.Чтобы сжечь больше топлива, объем пространство сгорания должно быть увеличено, а масса воздуха для горения должен быть увеличен. Из-за более высокого давления в цилиндр от сгорания этой большей массы топлива, и чем больше диаметров, вкладыш должен быть толще в верхней части, чтобы вместить более высокие кольцевые напряжения и предотвращают растрескивание материала. Если толщина материала увеличивается, тогда понятно, что рабочая поверхность гильзы будет нагреваться, потому что охлаждающая вода теперь находится дальше.Повышенная температура поверхности означает что прочность материала упала, а масляная пленка выгорела, что приводит к чрезмерному износу и повышенной термической нагрузке.
Цилиндр смазка: Поскольку цилиндр отделен от в картере отсутствует смазка разбрызгиванием, как на магистрально-поршневом двигателе. Масло подается через отверстия в хвостовике. Обработка канавок в гильзе от точек впрыска распределите масло по окружности вокруг гильза и поршневые кольца способствуют распространению масла вверх и вниз по длина лайнера.Масло обладает высокой щелочностью, что препятствует образованию кислотное воздействие серы в топливе. Последние двигатели показывают время впрыск масла с помощью компьютера, который получает данные от коленчатого вала положение, нагрузка на двигатель и частота вращения двигателя. Правильное количество масла может быть впрыскивается путем открытия клапанов из системы под давлением, так же как пакет поршневых колец проходит точку впрыска.
Помимо коррозионного воздействия, износ вызывается абразивным частицы в цилиндре (из-за плохой фильтрации / очистки топлива или от частиц в воздухе) и царапин (также известных как микрозадирания или адгезионный износ).Задиры вызваны нарушением смазки, которая приводит к локальной сварке между точками на кольцах и гильзе поверхность с последующим отрывом микроскопических частиц. Это очень тяжелая форма износа. |
Блок цилиндров (автомобиль)
Конструкция двигателя
Основными компонентами автомобильного поршневого двигателя являются блок цилиндров
, масляный поддон, головка блока цилиндров, впускной коллектор, выпускной коллектор, коленчатый вал, маховик
, распределительный вал, сальники, подшипники, шатун, поршень, поршневые кольца, клапан
. поезд и т. д. В этой главе рассматриваются все эти компоненты с точки зрения их функций, конструкции
, конструктивных соображений, материалов, тенденций и т. д.
3.1.
Блок цилиндров
Блок цилиндров представляет собой часть двигателя между головкой блока цилиндров и масляного поддона (масляный поддон)
и опорная конструкция для всего двигателя. Все детали двигателя установлены на нем или
в нем, и это удерживает детали в совмещении. Отверстия большого диаметра в отливках блока образуют отверстия цилиндра
, необходимые для направления поршней. Эти отверстия называются отверстиями, так как они сделаны путем растачивания
. Цилиндры снабжены перегородкой или перегородкой для поддержки насадок коленчатого вала и головки
.Каждая перегородка основного подшипника поддерживает как кулачковый подшипник, так и основной подшипник.
Перегородка имеет хорошие оребрения для поддержки и распределения прилагаемых к ней нагрузок. Это придает блоку
структурную жесткость и жесткость балки. Цилиндры окружены охлаждающими каналами. В блоке
просверлены каналы для протока охлаждающей жидкости и смазочного масла отдельно. Когда необходим изогнутый проход
, используются пересекающиеся просверленные отверстия. После бурения нефтяных скважин ненужные открытые концы
закрываются трубными заглушками, стальными шариками или мягкими заглушками чашечного типа.Головка, поддон и крышка ГРМ
закреплены на блоке герметичными соединениями для исключения утечки. Прокладки используются в соединениях
, чтобы компенсировать неровности обработки и поглотить колебания из-за давления и экстремальных температур
.
Внутри цилиндра в процессе сгорания происходит быстрое и периодическое повышение температуры
и давления. Они вызывают окружные и продольные растягивающие напряжения, которые действуют вокруг
цилиндра и в направлении оси цилиндра соответственно.Эти индуцированные напряжения имеют пульсирующую природу
, так что цилиндр постоянно растягивается и сжимается во время работы
. Нагрузки давления сгорания передаются от головки к подшипникам
коленчатого вала через блочную конструкцию. Монтажные колодки или выступы на блоке передают реактивные нагрузки
, вызванные крутящим моментом двигателя, на раму автомобиля.
Головка блока цилиндров крепится к верхней поверхности блока, называемой декой блока. Дека
имеет гладкую поверхность, которая плотно прилегает к прокладке головки.Вокруг
цилиндров предусмотрены отверстия для болтов с резьбой, чтобы сформировать равномерную схему удержания. Эти отверстия для болтов входят в усиленные области внутри блока
, которые переносят нагрузку на переборки коренных подшипников.
Цилиндры могут иметь конструкцию без юбки, заподлицо с верхней частью картера, или они могут иметь
юбку, которая проходит в картер. Цилиндры с удлиненной юбкой используются на двигателях с короткими шатунами
. В результате может быть получена низкая общая высота двигателя, поскольку он имеет небольшой размер блока
для его рабочего объема.В большинстве конструкций цилиндров без юбки охлаждающие каналы
проходят почти до дна цилиндра. В цилиндрах с юбкой охлаждающие каналы
ограничены верхней частью цилиндра.
Блоки цилиндров с искровым зажиганием и блоки цилиндров с воспламенением от сжатия аналогичны
, но последние блоки относительно тяжелее и прочнее, чтобы выдерживать высокие степени сжатия и внутреннее давление
.
3.1.1.
Типы блоков
Рядные цилиндры.
Рядный блок цилиндров в сборе доступен во многих вариантах. В одном типе используется моноблочная отливка
, образующая единое целое блока цилиндров и картера (рис. 3.1). Другой тип
использует отдельное литье для головки блока цилиндров, блока цилиндров и картера (рис. 3.2). Моноблочный блок цилиндров
и картер относительно легко отлить, дешев в производстве и дает
очень жесткую комбинированную конструкцию. Этот тип обычно используется для двигателей малого и среднего размера.Съемный блок-картер
с болтовым креплением используется на некоторых больших дизельных двигателях, где картер из алюминиевого сплава
прикреплен болтами к чугунному блоку для минимизации веса. Комбинированная отливка блока цилиндров и головки
с картером на болтах использовалась в дизельных двигателях большой мощности, чтобы минимизировать тепловую деформацию
.
Рис. 3.1. Моноблочный блок цилиндров и блок-картер. Рис. 3.2 Блок цилиндров со съемным блок-картером.
Горизонтально расположенные цилиндры.
Горизонтально расположенные цилиндры обычно имеют отдельный блок-картер с двумя блоками или
трех цилиндров, прикрепленных болтами с противоположных сторон (рис. 3.3), или два блока цилиндров наполовину и блоки картера
, соединенные болтами (рис. 3.4). Имеется либо центральный распределительный вал для приведения в действие толкателей клапана
, либо сдвоенные распределительные валы, по одному для каждого ряда.
Рис. 3.3. Горизонтально противоположный цилиндр Рис. 3.4. Горизонтально-оппозитный цилиндр
со съемным блок-картером.с разделенным картером.
Цилиндры с V-образным рядом.
Цилиндры с V-образным расположением рядов имеют компактную и жесткую конструкцию и распространены в двигателях объемом 2,5
л и более. Угол между рядами обычно составляет 60 градусов для четырех- и шестицилиндровых двигателей
и 90 градусов для восьмицилиндровых двигателей. С этим блоком
используется встроенный блок цилиндров и картер. При таком расположении центральный распределительный вал приводит в действие клапаны в каждом блоке цилиндров
(рис.3.5). Однако в некоторых дизельных двигателях большой мощности используется отдельный картер, а
— отдельный распределительный вал для каждого ряда (рис. 3.6).
Рис. 3.5. Моноблочный V-образный цилиндр Рис. 3.6. ‘V-цилиндровый блок
блок и картер. со съемным картером.
3.1.2.
Каналы охлаждающей жидкости
Каналы охлаждающей жидкости залиты в блоке цилиндров. Они окружают стенки
цилиндров по окружности и по длине, покрывая приблизительно всю глубину цилиндров.Каналы для охлаждающей жидкости
заканчиваются около дна цилиндров, где стенки цилиндра
соединяются с картером. В верхней части цилиндра каналы для охлаждающей жидкости заканчиваются либо на уровне стыковой поверхности блока
, называемой открытой декой (рис. 3.7), либо чуть ниже поверхности машины блока, известной как
как закрытая дека (рис. 3.8). В блоке цилиндров с закрытой декой вертикальные отверстия, которые
сообщаются с соответствующими отверстиями в головке цилиндров, обеспечивают циркуляцию охлаждающей жидкости.Закрытая дека
имеет лучшую надежность соединений, чем открытая. С другой стороны, легче отлить блок цилиндров
с открытой декой.
Рис. 3.7. Блок цилиндров закрытого типа. Рис. 3.8. Блок цилиндров с открытой декой.
3.1.3.
Картер двигателя
Картер поддерживает отдельные коренные шейки и подшипники коленчатого вала, а
также поддерживает соосность осей вращения шейки, поскольку они подвергаются воздействию сил инерции вращения и возвратно-поступательного движения
, а также периодических импульсов крутящего момента.Туннельная крыша картера
разделена поперечинами перегородки, которые устанавливают и поддерживают коренные шейки и подшипники коленчатого вала
(рис. 3.8). Эта полукруглая потолочная конструкция с разнесенными поперечными перемычками
обеспечивает очень жесткую и относительно легкую конструкцию картера.
Над подвешенным коленчатым валом стенки картера от юбки, которая либо отдельно
прикреплена к нижней части блока цилиндров (рис. 3.2), либо слита с ней как единое целое (рис.
3.1). Юбка картера может охватывать коленчатый вал от блока цилиндров до уровня оси коленчатого вала
(рис. 3.1). Однако для обеспечения дополнительной жесткости стенки также выступают значительно ниже коленчатого вала
(рис. 3.2). Это подходит как для мощных, так и для тяжелых двигателей. Ребра проходят от нижней части блока цилиндров
по диагонали к корпусам коренных подшипников для дополнительной поддержки
поперечных балок. В некоторых интегральных блоках цилиндров и картерах из алюминиевого сплава ребра жесткости
отлиты продольно и вертикально вниз на наружных стенках блока
и картера.
Рис. 3.9. Блок двигателя V-образный. Рис. 3.10. Блок двигателя Y-типа.
Стенки картера снизу имеют фланцы
для усиления картера и крепления поддона.
Используются два типа конструкций нижнего блока:
ly V-block (рис. 3.9) и Y-образный или глубокий блок:
(рис. 3.10). База V-образного блока находится близко к центру коленчатого вала
. Этот блок компактен и на
легковесен. Y-образный блок на
повышает жесткость всего двигателя, что обеспечивает плавную и спокойную работу
, а также долговечность.
3.1.4.
Материал блока цилиндров
Блоки цилиндров отлиты как одно целое из серого чугуна
или сплава железа, содержащего никель или хром
, для обеспечения высокой прочности и износостойкости.
Некоторые блоки цилиндров отлиты из кремниевого алюминиевого сплава
. Блок цилиндров изготовлен из специальной отливки
. Блок цилиндров V-8 показан
на рис. 3.11.
При отливке в виде моноблока материал блока цилиндра
должен иметь соответствующую прочность
и жесткость на сжатие, изгиб и кручение.
Это необходимо для противодействия нагрузкам
давления газа, а также для компонентов, которые преобразуют возвратно-поступательное движение отдельного поршня
в одиночное вращательное движение
.
Материал блока цилиндров
(a) должен быть относительно дешевым,
(b) легко производить отливки с хорошими оттисками,
(c) легко обрабатываться,
id) быть жестким и достаточно прочным как на изгиб, так и на кручение,
( д) имеют хорошую стойкость к истиранию,
(f) имеют хорошую коррозионную стойкость,
ig) имеют высокое тепловое расширение,
(h) имеют высокую теплопроводность,
(i) сохраняют свою прочность при высоких рабочих температурах, а
(Дж. ) имеют относительно низкую плотность.
Хотя чугун отвечает большинству этих требований, он имеет низкую теплопроводность, а
сравнительно тяжелее. Из-за этих ограничений легкие алюминиевые сплавы использовались в качестве альтернативных материалов блока цилиндров
для бензиновых двигателей. Гильзы цилиндров (см. Раздел 3.1.5) —
опционально с чугунными блоками; но более важны для блоков из относительно мягкого легкого алюминиевого сплава
, поскольку они не могут напрямую противостоять износу. Из-за более низкой прочности
алюминиевых сплавов блоки отливают с более толстыми секциями и дополнительными опорными ребрами
, так что их вес составляет примерно половину от эквивалентных чугунных блоков.
Рис. 3.11. Блок двигателя V-8.
Типичный чугун — это серый чугун, который содержит 3,5% углерода, 2,25% кремния, 0,65% марганца
и остальное (93,6%) железо. Углерод
улучшает смазывающие свойства графита, кремний контролирует образование слоистой структуры, называемой перлитом, которая обладает хорошей износостойкостью
, а марганец укрепляет структуру железа. Обычный состав алюминиевого сплава
составляет 11,5% кремния, 0.5% марганца и 0,4% магния с остатком алюминия
(87,6%). Высокое содержание кремния в этом сплаве снижает расширение, но
улучшает литье, прочность и сопротивление истиранию, а два других элемента
укрепляют алюминиевую структуру. Хотя этот сплав обеспечивает хорошую коррозионную стойкость, он
может выдерживать только умеренные ударные нагрузки.
Преимущества чугунных блоков цилиндров:
(i) Хорошие литейные свойства.
(ii) Свободный графит способствует хорошему износу.Канал цилиндра, например,
, может быть обработан непосредственно в чугуне.
(Hi) Хорошие звукопоглощающие свойства.
(iv) Резьбовые отверстия (например, шпильки головки блока цилиндров) зачистить труднее, чем при использовании алюминия.
Преимущества алюминиевых блоков цилиндров:
(i) Легче по весу.
(ii) Привлекательный внешний вид.
(Hi) Более простая обработка во время производства.
(iv) Лучшее рассеивание тепла.
3.1.5.
Гильза цилиндра
Гильза увеличивает срок службы цилиндра, поскольку она может быть изготовлена из чугуна, более подходящего по своим износостойким свойствам
, чем по свойствам литья.Одна марка чугуна, используемого для литья блока цилиндров
, не может обладать всеми оптимальными индивидуальными механическими свойствами, такими как прочность, ударная вязкость, твердость, коррозионная и износостойкость. Поэтому используются отдельные гильзы цилиндров.
Они обеспечивают продленный срок службы цилиндра, что превышает дополнительные расходы. Гильзы
могут быть изготовлены из легколегированного чугуна. Они центробежно отливаются в цилиндрическую втулку, подвергаются механической обработке,
и термообработке для достижения оптимальных износостойких свойств.
Эти гильзы бывают двух классов:
(i) Гильзы, которые находятся в непосредственном контакте со стенками отверстия цилиндра блока цилиндров,
, известны как сухие гильзы.
(ii) Гильзы, которые поддерживаются только на каждом конце блока цилиндров, а в других местах
находятся в прямом контакте с охлаждающей жидкостью двигателя, известны как мокрые гильзы.
Сухие лайнеры.
Обычно сухие гильзы цилиндров (рис. 3.12) предоставляются при следующих условиях:
(a) Если блок цилиндров изготовлен из алюминиевого сплава, стенка отверстия цилиндра должна быть
прочнее и из гораздо более твердого износостойкого материала.
(b) Для тяжелых условий эксплуатации нормальную износостойкость чугунного блока цилиндров
можно улучшить с помощью втулок с превосходными свойствами.
(c) Если блок цилиндров спроектирован с примыкающими друг к другу отверстиями цилиндров, чтобы уменьшить общую длину
, тогда подходят только сухие гильзы.
(d) Когда блок цилиндров подвергался повторной расточке два или три раза, используются сухие гильзы
для восстановления исходного размера отверстия цилиндра.
(e) Если важны как жесткость на изгиб, так и жесткость на кручение, то блок цилиндров с литыми каналами для охлаждающей жидкости
и отверстиями цилиндров, оснащенными сухими гильзами, более подходит, чем блок
с мокрыми гильзами.
Три основных посадочных места, используемых с сухими вкладышами: (i) посадка залитой, (ii) принудительная (прессовая) посадка и (Hi) посадка со скольжением
.
(i) Литой вкладыш.
Для использования сухих гильз цилиндров в блоках цилиндров из алюминиевого сплава внешняя цилиндрическая поверхность гильзы
обрабатывается с образованием винтовой канавки, проходящей сверху вниз
. Гильзы обычно предварительно нагревают до 473 К и затем правильно помещают в литейные формы блока цилиндров
перед началом литья.Это создает прочную металлическую связь между блоком из алюминиевого сплава
и чугунной гильзой после затвердевания.
(ii) Вкладыш с принудительной посадкой (запрессовкой).
Этот вкладыш (рис. 3.12А) представляет собой гладкую цилиндрическую втулку. Гильза
устанавливается путем втягивания или проталкивания гильзы в блок цилиндров с силой. Для этой операции
требуются подходящие концевые пластины и направляющие, а также приспособление для тягового бруса
с гайкой и винтом или установка гидравлического пресса. Типичные посадки с натягом между гильзой и чугунным блоком цилиндров
равны 0.050 мм и 0,075 мм для отверстий диаметром от 75 до 100 мм и от 100 до 150
мм соответственно.
(рис.) Подкладка скольжения.
Этот вкладыш (рис. 3.12B) представляет собой цилиндрическую втулку с фланцем на одном конце для позиционирования и фиксации
на своем месте. Контакт между облицовкой и стенками блока
практически отсутствует. Вкладыш вставляется вручную. Фланец выступает над поверхностью блока на
0,05–0,125 мм, чтобы предотвратить вертикальное перемещение относительно блока во время использования.
A. Простая силовая посадка — B. Фланцевая скользящая посадка.
Установка сухой футеровки.
Сначала стенки цилиндров и их цековки очищаются от
ржавчины, нагара и любых заусенцев. Затем диаметральное искажение проверяется микрометром или другим аналогичным прибором
. Для установки вкладыша с скользящей посадкой соответствие между фланцем и отверстием углубления
проверяется путем покраски верхней поверхности втулки, поворота втулки и протирания ею
поверхности расточки.Канал гильзы проверяется на овальность с помощью микрометра в двух точках
под прямым углом друг к другу в верхней, средней и нижней части втулки. Если разница в любом из
проверенных положений превышает 0,05 мм, втулка поворачивается на 90 градусов в блоке цилиндра
и проверяется повторно, пока не будет получено наилучшее положение.
Во время расточки снять блок цилиндров SL
Блок двигателя — Повторная публикация в Википедии // WIKI 2
Деталь двигателя внутреннего сгорания
 Блок современного дизельного двигателя V6. Большие отверстия — это цилиндры, маленькие круглые отверстия — это монтажные отверстия, а маленькие овальные отверстия — это охлаждающие или масляные каналы.
Блок современного дизельного двигателя V6. Большие отверстия — это цилиндры, маленькие круглые отверстия — это монтажные отверстия, а маленькие овальные отверстия — это охлаждающие или масляные каналы.Блок цилиндров — это конструкция, которая содержит цилиндры и другие части двигателя внутреннего сгорания. В раннем автомобильном двигателе блок цилиндров состоял только из блока цилиндров, к которому крепился отдельный картер.Современные блоки цилиндров обычно имеют картер, объединенный с блоком цилиндров как единый компонент. Блоки двигателя часто также включают в себя такие элементы, как каналы охлаждающей жидкости и масляные галереи.
Термин «блок цилиндров» часто используется взаимозаменяемо с блоком двигателя, хотя технически блок современного двигателя (то есть несколько цилиндров в одном компоненте) классифицируется как моноблок. Другой распространенный термин для блока двигателя — просто «блок».
Детали блока двигателя
Двигатель Де Дион-Бутона, около 1950 года.Головки блока цилиндров интегрированы в блок цилиндров, однако картер двигателя отдельный. В нижней половине картера также находится масляный поддон. [1]Основная конструкция двигателя (т.е. длинный блок, исключая любые движущиеся части) обычно состоит из цилиндров, каналов охлаждающей жидкости, масляных каналов, картера и головок (головок) цилиндров. Первые серийные двигатели 1880-1920-х годов обычно использовали отдельные компоненты для каждого из этих элементов, которые были скреплены болтами во время сборки двигателя.Однако современные двигатели часто объединяют многие из этих элементов в один компонент, чтобы снизить производственные затраты.
Переход от отдельных компонентов к блоку двигателя, объединяющему несколько элементов (моноблочный двигатель), происходил постепенно на протяжении всей истории двигателей внутреннего сгорания. Интеграция элементов основана на развитии литейного производства и методов обработки. Например, практический недорогой двигатель V8 был невозможен до тех пор, пока компания Ford не разработала методы, используемые для создания двигателя Ford V8 с плоской головкой.Затем эти методы были применены к другим двигателям и производителям.
Блок цилиндров
Цилиндры, отлитые в три пары (на судовом двигателе)
Цилиндры, отлитые в два блока по три
Цилиндры, отлитые в один блок из шести, со встроенным картером (турбокомпрессор на заднем плане)
Блок цилиндров — это конструкция, которая содержит цилиндр, а также гильзы цилиндров и каналы для охлаждающей жидкости. В первые десятилетия развития двигателей внутреннего сгорания цилиндры обычно отливались индивидуально, поэтому блоки цилиндров обычно производились индивидуально для каждого цилиндра.После этого в двигателях стали объединять два или три цилиндра в единый блок цилиндров, при этом в двигателе было объединено несколько таких блоков цилиндров.
В ранних двигателях с несколькими рядами цилиндров — таких как двигатели V6, V8 или Flat-6 — каждый ряд обычно представлял собой отдельный блок цилиндров (или несколько блоков на ряд). С 1930-х годов были разработаны методы массового производства, позволяющие интегрировать оба ряда цилиндров в один и тот же блок цилиндров.
Гильзы цилиндров
Мокрая гильза В блоках цилиндров используются полностью съемные стенки цилиндров, которые вставляются в блок с помощью специальных прокладок.Их называют «мокрыми гильзами», потому что их внешние стороны непосредственно контактируют с охлаждающей жидкостью двигателя. Другими словами, вкладыш — это вся стена, а не просто рукав.
Преимущества мокрых футеровок — это меньшая масса, меньшая занимаемая площадь и более быстрый нагрев охлаждающей жидкости при холодном пуске, что снижает пусковой расход топлива и быстрее нагревает салон автомобиля.
Сухая гильза В блоках цилиндров используется либо материал блока, либо отдельная гильза, вставленная в блок для формирования основы стенки цилиндра.Внутри вставляются дополнительные рукава, которые снаружи остаются «сухими» в окружении материала блока.
Для мокрой или сухой конструкции футеровки футеровки (или гильзы) могут быть заменены, что потенциально позволяет провести капитальный ремонт или восстановление без замены самого блока, хотя это часто не является практичным вариантом ремонта.
Проходы охлаждающей жидкости
Маслопроводы
Картер двигателя
Моноблоки
Типичный двигатель 1930-1960 годов с плоской головкой и интегрированным картером (для наглядности головка блока цилиндров наклонена вверх)Двигатель, в котором все цилиндры имеют общий блок, называется моноблочным двигателем.Большинство современных двигателей (включая легковые, грузовые, автобусы и тракторы) используют моноблочную конструкцию того или иного типа, поэтому некоторые современные двигатели имеют отдельный блок для каждого цилиндра. Это привело к появлению термина «блок двигателя», обычно подразумевающего моноблочную конструкцию, а сам термин «моноблок» используется редко.
В первые годы существования двигателя внутреннего сгорания технология литья могла производить либо большие отливки, либо отливки со сложными внутренними сердечниками, чтобы можно было использовать водяные рубашки, но не то и другое одновременно.В большинстве ранних двигателей, особенно с более чем четырьмя цилиндрами, цилиндры были отлиты как пары или тройки цилиндров, а затем прикреплены болтами к единому картеру.
По мере совершенствования технологии литья можно было изготавливать целый блок цилиндров из 4, 6 или 8 цилиндров в виде одной детали. Эта моноблочная конструкция была проще и дешевле в производстве. Для двигателей с рядной конфигурацией это означало, что все цилиндры, плюс картер, могли быть изготовлены из одного компонента.Одним из первых двигателей, производимых с использованием этого метода, является 4-цилиндровый двигатель Ford Model T, представленный в 1908 году. Этот метод распространился на рядные шестицилиндровые двигатели и широко использовался к середине 1920-х годов.
Вплоть до 1930-х годов в большинстве V-образных двигателей сохранялась отдельная отливка блока для каждого ряда цилиндров, причем оба они были прикреплены болтами к общему картеру (само по себе это отдельная отливка). Для экономии некоторые двигатели были спроектированы так, чтобы использовать одинаковые литые детали для каждого берега, левого и правого. [2] (p120) Редкое исключение — узкоугольный двигатель Lancia V12 1919 года выпуска 22½ °, в котором использовался цельный блок, сочетающий оба берега. [2] (pp50-53) Форд V-8 с плоской головкой, представленный в 1932 году, стал значительным шагом вперед в производстве доступных V-образных двигателей. Это был первый двигатель V8 с монолитным блоком цилиндров, впервые сделавший V8 доступным автомобилем. [3]
В общей водяной рубашке моноблочной конструкции допускалось более близкое расстояние между цилиндрами. Моноблочная конструкция также улучшила механическую жесткость двигателя на изгиб и все более важное значение крутильного скручивания по мере увеличения количества цилиндров, длины двигателя и номинальной мощности.
Встроенный блок-картер
Большинство блоков двигателей сегодня, за исключением некоторых необычных V-образных или радиальных двигателей и больших судовых двигателей, представляют собой моноблоки для всех цилиндров плюс интегрированный блок-картер. В таких случаях юбки рядов цилиндров образуют своего рода область картера, которую до сих пор часто называют картером, хотя она больше не является отдельной частью.
Использование стальных гильз цилиндров и вкладышей подшипников сводит к минимуму влияние относительной мягкости алюминия. В некоторых конструкциях двигателей для снижения веса вместо гильз цилиндров используется плазменно-дуговое термическое напыление.Их также можно производить из чугуна с компактным графитом (CGI), например, в некоторых дизельных двигателях. [4]
Встроенная головка блока цилиндров


Двигатель Honda GX 160 в автономной газонокосилке
В некоторых современных небольших двигателях потребительского класса используется моноблочная конструкция, в которой головка блока цилиндров, блок и половина картера имеют одинаковое литье. Одной из причин этого, помимо стоимости, является более низкая общая высота двигателя. Недостатком может быть то, что ремонт становится более трудоемким и, возможно, непрактичным.
Примером двигателей со встроенными головками блока цилиндров являются двигатели серии Honda GC и GXV, которые Honda иногда называет «Uniblock». [5]
Интегрированная коробка передач
В некоторых автомобилях с поперечным расположением двигателей использовался блок цилиндров, состоящий из интегрированной трансмиссии и картера. Автомобили, в которых использовалось такое расположение, включают Lamborghini Miura [6] 1966–1973 годов [6] и несколько автомобилей с двигателями BMC серии A и E. [7] [8] Такая конструкция часто приводит к тому, что двигатель и трансмиссия используют одно и то же масло.
Многие конструкции сельскохозяйственных тракторов имеют блок цилиндров, картер, трансмиссию и задний мост, объединенные в единый блок. Одним из первых примеров является трактор Fordson.
Материал блока
Блоки двигателя обычно отливаются из чугуна или алюминиевого сплава. Алюминиевый блок намного легче по весу и лучше передает тепло охлаждающей жидкости, но железные блоки сохраняют некоторые преимущества и продолжают использоваться некоторыми производителями.
См. Также
Список литературы
 Эта страница последний раз была отредактирована 29 июня 2020 в 18:20
.
Эта страница последний раз была отредактирована 29 июня 2020 в 18:20
.