3 основных этапа и 2 полезных совета + видео
Содержание статьи
Необходимость диагностики
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.
Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Технология опрессовки
Опрессовку блока цилиндров и головки блока цилиндров желательно проводить в механической мастерской с применением специального оборудования. При проведении работ там используются специальные стенды, оснащённые необходимым инвентарём для опрессовки.
Они включают в себя:
- нагревательные элементы;
- ванну с крышкой;
- подъёмный и поворотный механизм;
- датчики температуры и давления;
- управляющую панель.
Профессиональные стенды выполняются из нержавеющей стали. Они рассчитаны на длительные рабочие циклы и позволяют выполнять точную и безопасную опрессовку головок и самих блоков цилиндров.
Места утечек определяют по пузырькам, которые показывают, где из головки выходит воздух. Для более удобного поиска установки допускается поворачивать головку на угол до 360°.
Порядок проведения работ:
- вначале нужно заглушить резиновыми прокладками и плексигласовыми пластинами выходы каналов системы охлаждения;
- затем необходимо подать внутрь воздух под давлением 6 атмосфер;
- после этого следует опустить ГБЦ в ванну с горячей водой и подержать там около 30 минут.
В процессе прогрева детали трещины расширяются и появляются пузырьки воздуха, который под давлением выходит наружу. По результатам диагностики принимается решение о необходимости ремонта двигателя. Иногда трещину ГБЦ или БЦ можно убрать при помощи сварки. Это должен делать квалифицированный специалист.
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Можно опрессовать ГБЦ своими руками и без ванны, но точность такого способа невелика. Для этого нужно в загерметизированную головку подавать горячую воду под давлением вместо воздуха. Дефекты определяют по течи или появлению воды на поверхности.
Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Восстановление одной из главных частей автомобиля должны проводить квалифицированные мастера на специальном оборудовании. Своевременная диагностика и ремонт предотвратят неожиданные поломки и продлят срок эксплуатации агрегата.
Пожалуйста, оцените этот материал!
Загрузка…Если Вам понравилась статья, поделитесь ею с друзьями!
Проектирование стенда для опрессовки головок блоков цилиндров ГБЦ
В качестве конструктивной разработки выбираем проект стенда для опрессовки головок блоков цилиндров (ГБЦ).
Опрессовка – проверка герметичности рубашки охлаждения. Эта процедура полезна не только в том случае, если есть подозрения на наличие трещин (например, между седлами клапанов или от форкамер к седлам). Дело в том, что технологические заглушки в теле ГБЦ со временем могут потерять герметичность, что чревато утечками охлаждающей жидкости или ее попаданием в пространство под клапанной крышкой и смешиванием с маслом. Поэтому при капитальном ремонте двигателя эта процедура очень полезна просто из соображений перестраховки, даже в том случае, если до ремонта не было проблем с утечками охлаждающей жидкости.
Работа стенда заключается в следующем: головку устанавливают на стенд, далее на неё монтируются боковые заглушки, на одной из которых установлен штуцер для подвода сжатого воздуха. Отверстия рубашки охлаждения закрываются резиновыми прокладками и затем накрываются толстым листом оргстекла (стекло необходимо для контроля всех плоскостей ГБЦ).
После зажима детали подается сжатый воздух (давление воздуха 0,6 МПа, воздух подается из компрессорной). ГБЦ опускается в ванну и выдерживается в течение 15…20 мин до достижения заданной температуры (700 С). Зона повреждения определяется по местам выхода воздуха визуально. Для удобства тестирования деталь может вращаться внутри ванны на 3600.
ГБЦ опускается в ванну и выдерживается в течение 15…20 мин до достижения заданной температуры (700 С). Зона повреждения определяется по местам выхода воздуха визуально. Для удобства тестирования деталь может вращаться внутри ванны на 3600.
Чертеж общего вида стенда для опрессовки ГБЦ
Сборочный чертеж механизма подъема
Детали разработки
4.1 Выбор и назначение конструктивной разработки
4.2 Описание и принцип действия конструкции
4.3 Исходные данные к проектированию
4.4 Расчет механизма подъема ГБЦ
- 4.4.1 Определение общего коэффициента полезного действия привода
- 4.4.2 Подбор электродвигателя
- 4.4.3 Частота вращения винта
- 4.4.4 Циклические частоты вращения валов
- 4.4.5 Определение крутящих моментов на валах
- 4.4.6 Подбор редуктора
- 4.4.7 Подбор соединительных муфт
- 4.4.8 Расчет параметров винта
- 4.

- 4.4.10 Проверка долговечности подшипников
- 4.4.11 Подбор шпонки на вал

4.5 Расчет механизма вращения ГБЦ
- 4.5.1 Частота вращения звездочек цепной передачи
- 4.5.2 Подбор электродвигателя
- 4.5.3 Подбор редуктора
- 4.5.4 Подбор цепи
- 4.5.5 Параметры звездочек
4.6 Выбор ванны
4.7 Подбор термонагревательного элемента (ТЭНа)
4.8 Рабочее давление воздуха
Пояснительная записка 20 листов описания и расчетов, спецификации.
Опрессовка ГБЦ: технология и процесс опрессовки
Образование трещин на поверхностях деталей силового агрегата в моторном отсеке – явление распространенное и требующее к себе особого внимания. Высокие термические и физические нагрузки на участках, примыкающих к камере сгорания, в том числе приводят к повреждению головки блока цилиндра (ГБЦ). И если вовремя не принять меры по выявлению и устранению дефектов, то возникнет и риск более серьезных последствий.![]() Поэтому, как и в системах отопления, базовой операцией диагностики в данном случае станет опрессовка ГБЦ, позволяющая выполнить проверку детали на герметичность.
Поэтому, как и в системах отопления, базовой операцией диагностики в данном случае станет опрессовка ГБЦ, позволяющая выполнить проверку детали на герметичность.
В каких случаях проводится операция?
Выполнять опрессовку требуется не только при выявлении признаков нарушения функционирования блока. В рамках комплексной диагностики данную технологию используют после ремонтных работ, замены отдельных элементов и расходников конструкции двигателя, переустановке и т. д. Что касается конкретных симптомов, то опрессовка ГБЦ должна производиться в следующих ситуациях:
- Имеются нарушения в работе внутренних каналов блока.
- Наблюдается нехарактерный перегрев силового агрегата.
- Если слышны выраженные стуки и вибрации в части отсека с цилиндрами.
Своевременно проведенная опрессовка дает возможность зафиксировать наличие дефекта и предпринять уже другие меры по восстановлению конструкции. Наиболее же часто серьезные повреждения с нарушением герметичности встречаются после выполнения сварочных работ, когда швы недостаточно обрабатываются и со временем возникают каналы утечки.
Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.
Применяемое оборудование
Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.
Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.
Рабочий процесс опрессовки
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Опрессовка своими руками с применением ванной
Реализация вышеописанного метода возможна в идеальных промышленных условиях, но не каждый частник может позволить себе приобретение того же стенда для погружения цилиндра в воду. Альтернативным вариантом организации процедуры с поправкой на домашние условия может стать применение ванны, плиты для размещения оснастки и средств для герметизации выходных отверстий изделия. В один из каналов вводится штуцер для подачи давления, а затем производится та же опрессовка ГБЦ. Своими руками нужно будет погрузить цилиндр в ванну с горячей водой и оставить ее там на 30-40 мин. Интенсивность давления можно регулировать с помощью манометра. Он подключается с одной стороны к компрессору, а с другой – к штуцеру. Увеличивая и повышая параметры давления, можно эффективнее исследовать отдельные участки конструкции, в том числе выявляя мелкие трещины.
Интенсивность давления можно регулировать с помощью манометра. Он подключается с одной стороны к компрессору, а с другой – к штуцеру. Увеличивая и повышая параметры давления, можно эффективнее исследовать отдельные участки конструкции, в том числе выявляя мелкие трещины.
Опрессовка своими руками без ванны
Это самый простой способ, требующий минимальных вложений. Для него не нужен резервуар с дополнительной контролирующей и направляющей оснасткой. Достаточно выполнить внешнюю герметизацию цилиндра и подать в полости воду под давлением. Недостатком этого способа будет низкая точность диагностики, то есть мелкие трещины могут так и остаться незамеченными. Как же сделать опрессовку ГБЦ без той же ванны и специального оборудования, но с достаточной степенью эффективности? Для этого можно использовать керосин в качестве наполнителя. Выходные каналы также герметизируются, после чего емкость самого цилиндра наполняется технической жидкостью. Благодаря высокой проникающей способности керосин просочится в самые мелкие отверстия, выйдя наружу.
Заключение
Регулярная проверка конструкции блока цилиндров на наличие трещин может доставить немало хлопот. Особенно если речь идет об услугах сервисных центров, где также потребуются расходы на предварительную диагностику силового агрегата. Разумеется, домашняя опрессовка ГБЦ в этом отношении станет более привлекательным вариантом. Главное – правильно организовать технологический процесс, который позволит выявить и крупные отверстия, и микротрещины. Но и после дефектовки работы по обслуживанию цилиндра не заканчиваются. Напротив, остается ответственная часть устранения повреждений посредством сварки.
Стенды и оборудование для опрессовки ГБЦ
Обязательный инструмент сервисного центра, специализирующегося на ремонте и восстановлении деталей двигателя. Появление трещин в головках блока цилиндра — достаточно распространенное явление, которое вследствие наиболее высоких нагрузок чаще проявляется в дизельных двигателях.
Микротрещины несут серьезную опасность ДВС, увеличиваясь со временем в размерах. Это сказывается на уменьшении прочности ГБЦ и нарушении герметичности каналов, отрицательно влияя на эффективную, безопасную эксплуатацию агрегата, и ведет к поломке. Основной причиной появления дефектов в головке блока цилиндров является разгерметизация рубашки охлаждения из-за высоких нагрузок и температуры.
Это сказывается на уменьшении прочности ГБЦ и нарушении герметичности каналов, отрицательно влияя на эффективную, безопасную эксплуатацию агрегата, и ведет к поломке. Основной причиной появления дефектов в головке блока цилиндров является разгерметизация рубашки охлаждения из-за высоких нагрузок и температуры.
Возникновение микротрещин часто обнаруживается слишком поздно, когда они достигают внушительных размеров, в этом случае изделие может даже не подлежать ремонту. Трещины визуально трудно обнаружить из-за слоя нагара или расположения на внутренней поверхности блока цилиндров. Ремонт двигателя является дорогостоящей и долгой процедурой, поэтому опрессовочные работы — обязательный процесс в перечне профилактических работ.
Чтобы выявить дефекты, необходимо использовать стенд для опрессовки ГБЦ. Данную продукцию успешно разрабатывает и выпускает завод «Моторные технологии». Ассортиментный ряд установок включает в себя четыре модели: УГ1000, УГ1200, УГ1400 и УГ1500. Цифры, в названии модели, определяют полезную длину рабочего стола стенда. Все изделия комплектуются паспортом, подробной инструкцией эксплуатации, набором различного оргстекла, полосками вакуумной резины, набором упоров, прижимами и шпильками стягивания, приспособлением крепления наклонных ГБЦ. Станок для опрессовки ГБЦ состоит из качественных комплектующих:
Цифры, в названии модели, определяют полезную длину рабочего стола стенда. Все изделия комплектуются паспортом, подробной инструкцией эксплуатации, набором различного оргстекла, полосками вакуумной резины, набором упоров, прижимами и шпильками стягивания, приспособлением крепления наклонных ГБЦ. Станок для опрессовки ГБЦ состоит из качественных комплектующих:
- Рамы и подъемного механизма с направляющими.
- Бака с крышкой из нержавеющей стали AISI 304.
- ТЭНов из нержавеющей стали.
- Гидравлической станции итальянского производства.
- Поворотного стола с редуктором.
- Электрического шкафа с компонентами марки «Schneider».
- Панели управления с четырехпозиционным джойстиком.
- Датчиков температуры, давления и сухого пуска.
- Комплекта дополнительных инструментов.
Проверка герметичности головок и блоков цилиндров происходит при помощи водной среды и сжатого воздуха. Оператор выставляет на панели управления требуемое значение температуры воды. Установка, в течение 2-2,5 часов, нагревает бак. Для экономии рабочего времени сотрудников, устройство оснащено недельным таймером, который программируется на автоматическое включение нагревательных элементов в определенные дни недели к заданному часу. Таким образом, к открытию сервисного центра, стенд полностью готов к работе.
Установка, в течение 2-2,5 часов, нагревает бак. Для экономии рабочего времени сотрудников, устройство оснащено недельным таймером, который программируется на автоматическое включение нагревательных элементов в определенные дни недели к заданному часу. Таким образом, к открытию сервисного центра, стенд полностью готов к работе.
Испытуемое изделие закрывается вакуумной резиной, зажимается оргстеклом и крепится к поворотному столу прижимами. Во второстепенные отверстия устанавливаются заглушки. Через штуцер, во внутренние полости, подается сжатый воздух под давлением от 4 до 6 бар.
Полученный узел погружают в воду, нагретую до 90 С, что равнозначно рабочей температуре двигателя внутреннего сгорания. Металл, под воздействием тепла, расширяется, происходит вскрытие трещин, которые обнаруживаются по пузырькам воздуха, выходящим из них. Воздух сигнализирует о дефектах и деталь отправляется в ремонт.
Большим плюсом использования стенда для проверки герметичности ГБЦ, является позиционирование детали под любым углом, при помощи джойстика и поворотного стола.
Процедура опрессовки занимает немного времени и необходима в случаях:
- ремонта ДВС или головки;
- перегрева двигателя;
- приобретения ранее использованной головки;
- появления признаков нарушения целостности внутренних каналов головки;
- проведения работ по устранению трещин.
Подбирать оборудование для опрессовки ГБЦ необходимо, исходя из габаритов проверяемых изделий и их веса. Установки обладают универсальностью, проверять на герметичность можно и сопутствующие детали: радиаторы охлаждения и т.д.
Характеристики модельного ряда
Характеристики | УГ1000 | УГ1200 | УГ1400 | УГ1500 |
|---|---|---|---|---|
ДхШхВ детали, мм | 1000х370х400 | 1200х370х400 | 1400х400х400 | 1500х530х400 |
Вес детали, кг | 250 | 270 | 300 | 350 |
Объем бака, л | 510 | 620 | 620 | 1200 |
Частота вращения стола, об/мин | 4 | 4 | 4 | 4 |
Параметры тока, Гц/В | 50/380 | 50/380 | 50/380 | 50/380 |
Суммарная мощность, кВт | 13,0 | 13,0 | 13,0 | 25,0 |
ДхШхВ стенда, мм | 1630х1100х1800 | 1900х1100х1800 | 2100х1100х1800 | 2400х1600х1900 |
Вес стенда, кг | 400 | 430 | 450 | 630 |
На станки для опрессовки ГБЦ предоставляется гарантия 12 месяцев. По желанию заказчика стенды отгружаются с завода или через сеть дилеров по России, Белоруссии и Казахстану.
По желанию заказчика стенды отгружаются с завода или через сеть дилеров по России, Белоруссии и Казахстану.
Купить оборудование, заказать прайс-лист с указанием цены и основных характеристик, а также пообщаться напрямую с руководителем можно по телефону +7 800-100-19-37, или по электронной почте [email protected]. Менеджеры компании оперативно ответят на запрос и помогут определиться с выбором.
Как сделать опрессовку гбц — Авто журнал КарЛазарт
Нужна ли опрессовка и шлифовка ГБЦ
Опрессовка и шлифовка головки блока цилиндров (ГБЦ) — обязательная часть при ремонте двигателя или замене прокладки ГБЦ. При шлифовке устраняют неровности посадочной поверхности, опрессовка помогает найти повреждения, трещины. Считается, что без этих процедур после сборки могут появиться неожиданные, очень неприятные сюрпризы.
Сегодня поговорим о технологии проведения работ, ценах, особенностях ремонта блока цилиндров. И разберемся наконец, всегда ли нужна опрессовка и шлифовка головки блока.
Проверка рубашки охлаждения на герметичность помогает обнаружить трещины, свищи, пористость, другие повреждения, через которые «уходит» охлаждающая жидкость. В зависимости от расположения трещин антифриз попадает в масло или выступает снаружи головки блока.
Когда необходима опрессовка:● Падает уровень охлаждающей жидкости. Антифриз постепенно испаряется через мелкие трещины. Потеков обычно не бывает.
● Повышается уровень масла. Антифриз попадает в систему смазки, смешивается с маслом. Объем увеличивается и масло превращается в эмульсию — меняется состав, ухудшаются смазочные свойства. Двигатель в таких условиях изнашивается в разы быстрее.
● Выхлопные газы приобретают белый оттенок — вместе отработанным газом выходит пар.
Технология опрессовки ГБЦПроверку на герметичность ГБЦ рекомендуют проводить во время каждой разборки двигателя. Если же ремонт связан с перегревом, обрывом ремня, деформацией головки, нарушением затяжки болтов, то опрессовку выполняют обязательно.
Дефекты ищут на специальном стенде с ванной для определения проблемных точек. Порядок работ:
1. Демонтировать головку, снять все лишнее, очистить от масла, закрыть технологические отверстия резиновыми заглушками. Открытым оставляют только отверстие для подключения шланга компрессора.
2. Закачать воздух под давлением 5-7 атмосфер. Этого достаточно чтобы обнаружить дефекты.
3. Опустить узел в ванну с горячей водой, осмотреть со всех сторон. Нагретый металл расширяется, поры и трещины становятся больше, в точках сквозных повреждений начинают выделяться пузырьки воздуха.
4. Пометить проблемные места.
5. Восстановить герметичность. Если ремонт не возможен, то меняют ГБЦ.
Шлифовка ГБЦВо время шлифовки выравнивают посадочные поверхности, чтобы прилегание было прочным, равномерным. Обработка требуется по трем причинам:
● Прогорела прокладка. Нужно удалить остатки уплотнителя, восстановить начальное состояние поверхности.
● ГБЦ повело в результате перегрева двигателя. Даже небольшая деформация вызывает неплотное прилегание, нарушение герметичности соединения.
Даже небольшая деформация вызывает неплотное прилегание, нарушение герметичности соединения.
● Головка деформирована в результате неправильной затяжки. Технология сборки блока предполагает строгую очередность, соблюдение моментов затяжки.
Когда необходима шлифовка ГБЦ● Потеря мощности. Неплотное прилегание головки блока сказывается на производительности двигателя.
● Перегрев. При утечках технических жидкостей система охлаждения работает неправильно.
● Снижение уровня масла, антифриза.
На практике ГБЦ шлифуют при каждой разборке и ремонте ДВС.
Технология шлифовкиГБЦ обрабатывают на специальном станке (стенде), который позволяет точно восстановить поверхность. Главное требование — удаление неровностей, полное восстановление плоскости.
Как связаны шлифовка и опрессовкаВ обоих случаях результат повреждений — нарушение герметичности головки блока. Шлифовать ГБЦ без опрессовки нецелесообразно — если проблема не исчезнет, придется заново разбирать двигатель, проверять герметичность, восстанавливать, повторно обрабатывать посадочную поверхность.
Шлифовка не нужна только если поверхность полностью ровная, без деформаций и повреждений. Без опрессовки можно обойтись если нет симптомов разгерметизации. В ArtGalleryAuto головку тщательно осматривают, измеряют отклонения. Если все в порядке и признаков нарушения герметичности нет, то шлифовка не требуется.
Опрессовка ГБЦ и блока цилиндров: 3 основных этапа и советы для самостоятельного проведения работ
Двигатель — наиболее сложный агрегат автомобиля. От его технического состояния зависит безопасность и отсутствие неполадок в работе транспортного средства. Одним из способов диагностики неисправностей служит опрессовка ГБЦ (головки блока цилиндров) и БЦ (блока цилиндров). Она проводится при ремонте двигателя и возникновении проблем в работе мотора. При опрессовке могут быть выявлены различные дефекты в системе охлаждения двигателя.
Необходимость диагностики
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива.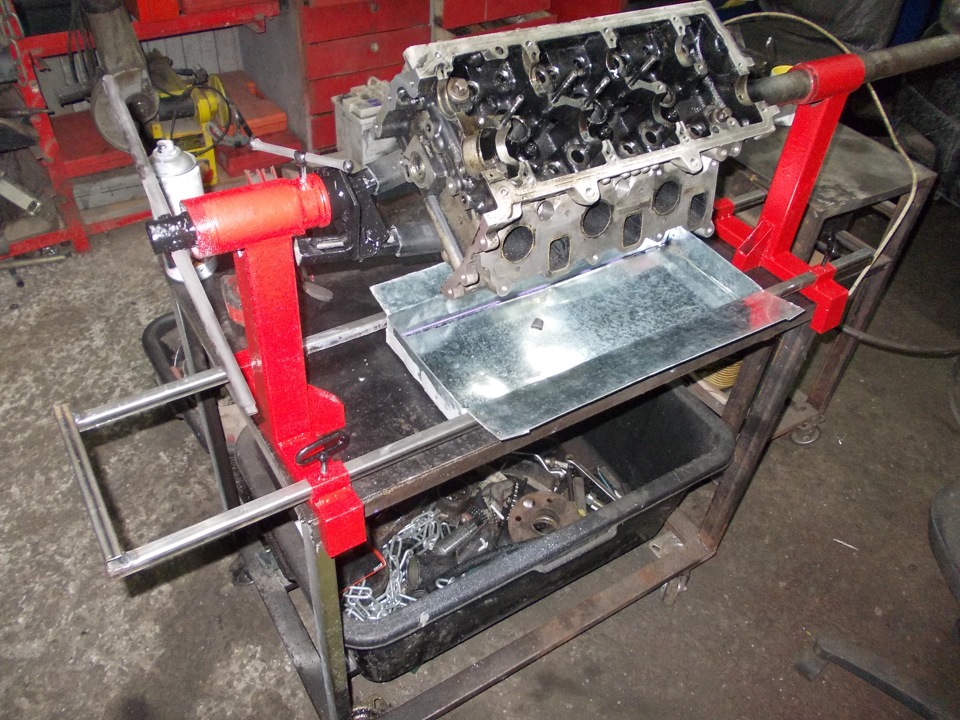 Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.
Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.
Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Технология опрессовки
Опрессовку блока цилиндров и головки блока цилиндров желательно проводить в механической мастерской с применением специального оборудования. При проведении работ там используются специальные стенды, оснащённые необходимым инвентарём для опрессовки.
Дополнительно рекомендуем прочитать статью нашего специалиста, посвящённую тому, как снять головку блока цилиндров.
Также советуем прочитать статью нашего эксперта, в которой рассказывается о том, как проходит прокладка головки блока цилиндров.
Возможно, вас также заинтересует статья нашего автора, рассказывающую о том, как осуществляется гильзовка блока цилиндров.
Они включают в себя:
- нагревательные элементы;
- ванну с крышкой;
- подъёмный и поворотный механизм;
- датчики температуры и давления;
- управляющую панель.
Профессиональные стенды выполняются из нержавеющей стали. Они рассчитаны на длительные рабочие циклы и позволяют выполнять точную и безопасную опрессовку головок и самих блоков цилиндров.
Места утечек определяют по пузырькам, которые показывают, где из головки выходит воздух. Для более удобного поиска установки допускается поворачивать головку на угол до 360°.
Порядок проведения работ:
- вначале нужно заглушить резиновыми прокладками и плексигласовыми пластинами выходы каналов системы охлаждения;
- затем необходимо подать внутрь воздух под давлением 6 атмосфер;
- после этого следует опустить ГБЦ в ванну с горячей водой и подержать там около 30 минут.

В процессе прогрева детали трещины расширяются и появляются пузырьки воздуха, который под давлением выходит наружу. По результатам диагностики принимается решение о необходимости ремонта двигателя. Иногда трещину ГБЦ или БЦ можно убрать при помощи сварки. Это должен делать квалифицированный специалист.
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Изучаем опрессовку ГБЦ
Опрессовка ГБЦ — весьма сложная процедура, требующая специализированного оборудования и соответствующих навыков. При отсутствии данных факторов, выполнить обработку головы блока цилиндров своими руками — не представляется возможным. Во избежание больших затрат на услуги автомобильной мастерской, можно своими руками подготовить ГБЦ к дальнейшей обработке.
Подготавливаем голову блока цилиндров к опрессовке.
Проверить геометрию головы блока цилиндра, можно своими руками, используя линейку и набор специализированных щупов. Линейкой необходимо проверить плоскость нижнего и боковых участков элемента. Далее, необходимо подобрать щуп, который свободно проникает в промежуток между линейкой и головой блока. Таким образом, сложно выявить точные показатели деформации элемента, но общее понятие, таким образом, получить вполне возможно.
Нарушение геометрии головы блоков, как правило, хорошо заметно со стороны отработанной прокладки ГБЦ. Рядом с рабочими цилиндрами, можно заметить нарушение структуры элемента, и самостоятельно оценить характер и масштабы неисправности.
Опрессовка
Опрессовка — диагностическая операция, в ходе которой проверяется на герметичность рубашка охлаждения ГБЦ и блоков цилиндров двигателей.
Герметичность — одна из важнейших характеристик, обуславливающих исправную работу двигателя автомобиля. Поэтому, даже если внешне деталь не выглядит поврежденной и визуально не наблюдается трещин, дешевле следовать принципу: «Доверяй, но проверяй».
В процессе опрессовки могут быть обнаружены скрытые дефекты — трещины, свищи или пористость металла — в блоках цилиндров, головках блока и теплообменниках. Опрессовка позволяет зафиксировать наличие дефектов и в дальнейшем предпринять необходимые меры по восстановлению детали или принять обоснованное решение о рентабельности ремонта.
На производственных площадках «Механики» опрессовка проводится в специальных опрессовочных камерах собственного производства «Механика KO–12».
Технология опрессовки- При помощи специальных накладок, резиновых уплотнений, прозрачных плит из плексигласа глушатся отверстия, сообщающие рубашку охлаждения с атмосферой.
- Внутрь подается воздух под давлением около 6 атмосфер.
- Загерметизированная деталь опускается в горячую воду и «плавает» в ванне опрессовочной камеры не менее получаса.
- Деталь прогревается, незагерметизированные отверстия (то есть трещины, свищи и т. д.) расширяются, и из них под давлением начинает выходить воздух.
Отсутствие (или наличие, что встречается чаще) воздушных пузырьков в процессе опрессовки и позволяет сделать выводы о герметичности детали и ответить на вопрос: стоит ли ремонтировать ГБЦ или нет.
0 0 голос
Рейтинг статьи
Станок для шлифовки гбц своими руками
Автор admin На чтение 10 мин. Опубликовано
Шлифовка ГБЦ: зачем, когда и кому необходима?
Головка крепится на ровной поверхности, затем на ее поверхность устанавливается лекало, которое должно максимально плотно прилегать к поверхности ГБЦ. Если между лекалом и поверхностью имеется щель, в нее устанавливают щуп для того, чтобы измерить степень искривления, после чего оглашается вердикт относительно шлифовки.В случае нарушения геометрии. Если головка по каким-то причинам имеет искривление и не прошла тест с лекалом и щупом, необходимо производить шлифовку.
Если в головке были дефекты типа трещин или другие недопустимые повреждения, которые устранялись при помощи сварочных работ, то скорее всего головка была подвержена локальному перегреву, который повлек за собой соответствующие деформации.
Лада 2109 8V на Dell’Orto DHLA 40 › Бортжурнал › Фрезерование плоскости ГБЦ
Однако, есть пластины этого типа со стружколомающей канавкой-это значительно улучшит качество поверхности!Фреза D125мм, с пластинами PNUM со стружколомомПластины крупным планом, запоминайте)))Качество поверхности не очень.
Фреза с тремя пластинами без стружколома.Эта же ГБЦ после легкой доводки наждачкой зернистостью 800-1200…Параметр шероховатости Ra 3,2 получить можно) Можно получить шероховатость Ra 3,2++, если убрать 6 из 8 клиньев с пластинами. Остаётся только 2 пластины и получается некая фреза-летучка.
В этом случае подача должна быть меньше, а обороты фрезы наоборот больше, чем у фрезы со всеми 8-ю пластинами.Некая резцовая головка-летучка…Выбор сплавов для этих пластин совсем невелик, чаще попадаются Т5К10 и Т15К6… Предпочтителен последний вариант.Несколько реже попадаются фрезы с механическим креплением четырёхгранных пластин по этому же ГОСТу.
Как делается шлифовка головки блока цилиндров своими руками
По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров.
Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками. Читайте в этой статье Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС.
Лада 2111 «1.6 атмосферный» › Бортжурнал › Шлифовка поверхностей ГБЦ и БЛОКА цилиндров своими руками, дедовским способом!
Да и видно, что поверхность блока имеет не ровную поверхность, где-то даже просевшую, и с завода фрезеровка совсем не радует … слишком кустарно отфрезеровали .
И то, это уже второе вскрытие моего двигателя, на фото видно, что я шлифовал поверхность, но сильно не старался, так как прокладка ГБЦ 2112 из жаростойкого паронита устанавливалась, всё равно будет хороший контакт прижима при затяжке ГБЦ на место.Вот на этом фото, как раз первое моё вскрытие так сказать моего ДВС, прижимная поверхность блока цилиндров не радует глаз …Чтобы вывести поверхность путём шлифования наши поверхности ГБЦ и блока цилиндров, нам понадобится наждачный круг от электрического точила:Главное чтобы он был мелкозернистый по своей структуре, и как можно больше по диаметру!
Больший диаметр позволит нам более ровно вывести поверхность!Шлифовать надо равномерно нажимая на круг (не сильно), круговыми движениями, поворачивая круг после нескольких притиров постоянно, притирать поверхность с разных сторон обходя с другой!Начнём с ГБЦ, там алюминий, отшлифовать намного быстрей и проще будет.
Шлифовка ГБЦ своими руками
Специальное оборудование стоит очень дорого.
Проблемой для этого может быть и то, что в маленьких сёлах не всегда есть шиномонтаж.
Основной целью её является герметизация стыков.
Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ.
Шлифовка ГБЦ своими руками
Что же касается шлифовки, то каждый раз при поломке её не стоит проводить, а нужно только в случае появления неровностей.Первым и главным условием для начала шлифовки это неровная установка прокладки для ГБЦ и последующее её прогорание. Причинами такого появления может быть перегрев двигателя, попадание небольших механических частей или вода, которая при детонации может повредить прокладку.Сама же прокладка не так уж и проста, она состоит из нескольких слоев и каркаса, делают её с перфорируемой тонколистовой стали.
Основным назначением является герметизация стыков двух частей.
станок для шлифовки гбц
Поёт Валерий Сёмин, группа «Белый день»
Американские горки в формате VR — 360 4k (VIDEO VR-BOX PSVR)
Навигация на штатный монитор Toyota RAV 4 2019
Стримерша Карина ПЛАЧЕТ из-за СЛИТЫХ ФОТО
Nova Parta playing the guitar
Сегежа, пороги, дети, большая вода Segezha, rapids Присоединяйся к обсуждению видео. У нас находят видео Предлагаем вашему вниманию ознакомится с самыми популярными запросами поиска видео-роликов за прошлый месец.
VETER0831 › Blog › ШЛИФОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ В ГАРАЖНЫХ УСЛОВИЯХ
И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.КОГДА НУЖНА ШЛИФОВКА ГБЦДавайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже.
Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.Шлифовку плоскости головки блока проводят в двух случаях. Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя.
Шлифовка головки блока цилиндров двигателя своими руками
И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров.
В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.
Шлифовка ГБЦ вручную Давайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока. Шлифовку плоскости головки блока проводят в двух случаях.
Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя.
Для увеличения степени сжатия уменьшают высоту головки блока цилиндров.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Необходимость применения специализированного оборудования для ремонта головок блока цилиндров в ремонтной практике диктуется, с одной стороны, высокими требованиями к точности обработки элементов ГБЦ, для достижения которых использование универсального оборудования или инструмента невозможно, а с другой — отсутствием данного типа отечественного оборудования прошлых лет выпуска, поскольку оно вообще не выпускалось отечественными заводами.
Оборудование для ремонта головок блока цилиндров выпускается многими фирмами, однако не все образцы станков могут быть успешно использованы на практике. Так, подавляющее большинство станков так называемого шарнирно-байонетного типа не позволяют выполнить качественную обработку седел ГБЦ по причине малой жесткости режущей системы, особенно при обработке седел в головках блоков современных легковых автомобилей и мотоциклов. Вследствие указанных причин станки с жестким шпинделем в настоящее время не имеют разумной альтернативы и пользуются большой популярностью не только у ремонтников, но и производителей автотехники.
К жесткому типу относится в 1-ю очередь оборудование для ремонта головок блока цилиндров SERDI, Provalve, SERDI Srl и некоторых других производителей аналогичных машин. Основное отличие этих машин заключено в жестком креплении резца и пилота к шпинделю станка, в то время как у станков шарнирно-байонетного типа между пилотом с резцом и шпинделем установлен шарнир (предлагаем попробовать проточить что-нибудь на токарном станке, поставив резец на шарнире!).
Вот почему именно оборудование жесткого типа работает сегодня на заводах ведущих автомобильных компаний, таких как: BMW, CATERPILLAR, DAF, FORD, GENERAL MOTORS, LAMBORGINI, LIEBHERR, DAIMLER-CHRYSLER, PEUGEOT-CITROEN, PORSCHE, RENAULT, ROVER, GM, DETROIT DIESEL, HARLEY DAVIDSON, FERRARI и т.д., а также в тюнинговых фирмах, ремонтных мастерских и автосервисах всех стран мира. Оборудование типа SERDI рекомендовано для моторного ремонта и фирмами MAHLE и KOLBENSCHMIDT.
Вы можете наглядно посмотреть, чем принципиально отличается процесс жесткой обработки седел на настоящем станке жесткого типа (первый и второй слева) от того, что получается на устаревшем нежестком оборудовании шарнирно-байонетного типа (в центре). Особое внимание рекомендуем обратить на чрезмерную глубину резания седла на устаревшем оборудовании, а также на необходимость обязательной притирки клапанов — это является следствием несоосности седла и клапана при шарнирной схеме и практически полностью убивает профиль седла, полученный при его обработке на станке.
Рекомендуем также посмотреть, насколько скорость обработки седла на станках с жестким шпинделем выше, чем на станках с ЧПУ тех производителей, которые называют точечную обработку своим главным преимуществом (справа) — производительность отличается в разы, причем, пока «умный» станок с ЧПУ еще только работает с одним-единственным седлом, пытаясь повторить своим точечным резцом заданный программой профиль седла, обычный станок с жестким шпинделем успевает сделать профильным резцом почти полный ряд седел в головке.
| Станок с жестким шпинделем и профильным резцом | Станок с жестким шпинделем, с ЧПУ и профильным резцом | Станок шарнирно-байонетного типа с профильным резцом | Станок с жестким шпинделем, с ЧПУ и точечным резцом |
В России специализированные станки и оборудование для ремонта головок блока жесткого типа приобретают, в 1-ю очередь, наиболее продвинутые фирмы и автопредприятия, рассматривающие высокое качество работы, как главный приоритет своей деятельности. Многие российские предприятия приобретают сразу комплекс оборудования (станок для обработки седел, станок для шлифовки клапанов, установка для гидравлических испытаний), что позволяет им сразу организовать участок специализированного ремонта головок блока цилиндров. Сегодня в России работают более 100 станков жесткого типа по меньшей мере в 35 компаниях в более чем 20 городах России и стран СНГ — см. раздел сайта «Пользователи станков».
Такая большая популярность станков жесткого типа в России и во всем мире объясняется их преимуществами в точности обработки по сравнению с оборудованием многих других производителей, что связано с их высокой жесткостью, обеспечиваемой специальной системой центрирования шпинделя на сферических и плоских воздушных подушках.
Линия станков и оборудования для ремонта головок блока цилиндров
В настоящее время станки жесткого типа производятся несколькими фирмами, в том числе французской фирмой SERDI, турецкой SERDARLAR MAKINA (Provalve), итальянской фирмой SERDI Srl и некоторыми другими производителями. Ассортимент станков для ремонта ГБЦ достаточно широк и включает в себя следующее специальное станочное оборудование для ремонта моторных деталей и узлов:
Станки для обработки седел клапанов и направляющих втулок
- идеальная соосность втулки и седла клапана за счет самоцентрирования «плавающего шпинделя» на воздушной подушке
- высокая скорость обработки седла клапана фасонными резцами, максимальное биение фаски седла клапана до 0,02 мм
- быстрое переналаживание оборудования
Плоскошлифовальные станки для обработки привалочных плоскостей любых блоков и головок блока цилиндров
- уникальная режущая система
- программирование режимов обработки
- высокая производительность и точность
- максимальное отклонение от плоскости до 0,005 мм
Станки для шлифовки клапанов — фасок и торцов
- шлифовка фасок и торцев клапанов
- обработка клапанов всех размеров от грузовых до мотоциклетных моторов
- обеспечение шлифовки фасок под любым заданным углом.
Оборудование для опрессовки и определения герметичности головок, блоков цилиндров и теплообменников
- гидравлический подъем деталей в ванне
- электромеханический привод вращения деталей
- программируемый тепловой режим испытаний
- система быстродействующих зажимов
- высокий уровень эргономичности
- удобство и надежность в эксплуатации.
Стенды для разборки и сборки головок блока цилиндров
- быстрота и удобство в работе
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками для ремонта головок блока цилиндров любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка.
Некоторые особенности применения станков для ремонта головок блока в ремонтной практике можно посмотреть в разделах «Опыт работы и СМИ» и «Мы рекомендуем»
Сравнение станков типа SERDI со станками других производителей
Еще о преимуществах станков жесткого типа по сравнению со станками других производителей
Замена прокладки гбц Toyota Ipsum. Чем официалы, лучше сам!
Харитон
На сколько мне известно в крышке валов скажут только колодцы и все
Халимончик Барс
Очень информативненько) У моего другана и без прокладки гбц на тойота ипсум много чего навернулось >)
Ширван
Всё хорошо, но слишком много лишней работы было сделано. 1; крышку на торце головки снимать не нужно (просто слегка поддомкрачиваешь КПП и всё), а вообще данная проблема не от того что стоит ВАЗовская КПП,а это проблема с завода на АЗЛКовском кузове есть приварен усилитель который мешает снять нормально головку (на ИЖевских кузовах такой проблемы нету), 2 ; не нужно сжимать пружины натяжителя цепи, так как она не должна мешать (при установке новой прокладки под головку зазор немного увеличивается между упором натяжителя и коромыслом с натяжительной звездой),. А так то в принципе нормально.
Бонн Будыльский
Мне приятель сказал и без прокладки гбц на ипсуме много чего поломалось >) …, теперь у меня комплекс…
Хопкинс
во всех инстр
Тарлан Чеников
Желательно в деталях по прокладке гбц на ипсум объяснил бы 😉 Однозначно лайк). Все просто и понятно
Все сервисы по ремонту Toyota Ipsum на интерактивной карте
Обуждение раздела Замена прокладки гбц Toyota Ipsum
Або Вихорков
Ты как человек нормально можешь рассказывать Что за дебильные эмоции
Шамырин Айтжан
Геморрои с прокладкой гбц подзадолбали >) Подскажите проблема с печкой, дует холодный воздух. Хочу рассказать один момент, раза два было так что Выбрасывало жидкость в бачок после активной езды но температура была в норме, было подозрение к крышке радиатора, но после замены крышки в один из дней, активно проехав, приехал к тому что лопнул радиатор в верхней части. Заменили радиатор на новый и заменил снова крышку подумал что попалась бракованная, кстати на дне расширительного бочка нашли подобие засохшей краски и что послужило к появлении мысли что радиатор печки был забит и по этому плохо греет. Сняли панель, вытащили радиатор, отвезли мастеру, вскрыли почистили, установили, перед этим не подключая печку к системе, промыли блок кротом. После прогрева до рабочей температуры эффекта по печке не было. Сначала напрямую загнали жидкость в печку и на 30 что то подобие тепла было временно но после вернулось на исходную. Кран вроде как работает на входе в печку шланги горячие на обратке слегка тёплый. Какие могут быть варианты, подскажите, пока лишь мысль про помпу что плохо продавливает но слабо верится. Вариант прокладки тоже интересный но если только на начальной стадии, эмульсии нету масло вроде хорошем состоянии, пузырьков и пара в бочке тоже вроде как нет. Есть небольшой пар из выхлопной но клубы пара они не похожи да и погодка немного уже осенняя в общем однозначно про дым из трубы сказать не могу. Единственное на что можно опереться в плане прокладки это то что давило в бачок антифриз при нагрузке и соответственно лопнул радиатор. Авто Марк 2 двигатель 1g fe может подскажите, возможно сталкивались, с чего начать куда в первую очередь обратить внимание или как проверить.
Кунгур
правильно говорит человек, если пену от туда еще бросает, то это точно дрочь с прокладкой…
Клава
У моего лучшего друга с прокладкой гбц на тайоте до сих пор все без особых проблем 😉 И коробку. Весь узел от радиатора до кардана.
Стойка для головки блока цилиндров — менее затратная
Ключевым компонентом хорошо работающего двигателя является набор головок цилиндров, который содержится в хорошем состоянии и функционирует должным образом. Независимо от того, являются ли головки отливками №16 из кости GTO 1968 года или комплектом LS1, в конечном итоге их придется обслуживать. Процедуры могут варьироваться от замены уплотнений клапана для остановки двигателя, использующего масло, до перфорации для повышения производительности. Поскольку многие любители гордятся тем, что сами работают над своими Pontiac, наличие хорошо сделанной подставки для головки блока цилиндров для обслуживания и / или модификации головки может упростить работу и сделать ее менее затратной.
Хотя многие производители предлагают стойки для ГБЦ по ценам от 30 до 100 долларов, преобладающую конструкцию можно описать как шипы или Vs. Набор шипов стойки головки блока цилиндров предназначен для протыкания отверстий под болты головки блока цилиндров на каждом конце головки. Буква V просто удерживает голову, так что она не двигается во время работы над фигурой. Хотя обе конструкции полезны и могут использоваться на большинстве головок цилиндров, поскольку они регулируются по длине, им не хватает возможности повернуть головку цилиндров на полные 360 градусов в идеальное положение для выполняемого обслуживания.Второй существенный недостаток этих стоек — они не всегда поднимают головку блока цилиндров достаточно высоко.
Что, если бы подставка для головки блока цилиндров могла быть построена менее чем за 30 долларов по частям и позволяла как регулировку обычных конструкций, так и полное вращение на 360 градусов при соответствующей высоте? Поскольку почти все экономны, почему бы не построить свою собственную подставку для головы и сэкономить несколько долларов, чтобы получить очень полезный инструмент?
Мы связались с DuSold Enterprises, чтобы разработать план. По словам Стива ДюСольда, «подставка для головки блока цилиндров — отличный инструмент, который можно иметь в магазине.Хотя некоторые процедуры, такие как замена направляющих клапанов, лучше всего выполнять в автомастерских, многие из них могут быть выполнены любителями, склонными к механике. Хотя стойки с шипами полезны, мы решили разработать стойку для головки блока цилиндров, которую было бы легко построить и которая обеспечивала бы большую функциональность по сравнению с обычными конструкциями ».
Стив и его сын Дэвид построили стенд в магазине, используя любые инструменты. в хорошо оборудованном цехе — отрезная пила, сверлильный станок, сварщик профессионального уровня и т. д.Не позволяйте этому поверить в то, что вы не сможете построить стенд дома, если у вас нет этих инструментов. Вы можете сделать это с помощью ножовки, мощной ручной дрели и недорогого сварочного аппарата или кислородной пропиленовой (пропановой) горелки, пригодной для сварки. Просто это займет немного больше времени.
Построим подставку для головки блока цилиндров и продемонстрируем несколько наиболее распространенных способов ее использования.
Советы по экономии времени и / или минимальным затратам
Любителю не нужно владеть или арендовать дорогостоящий сварочный аппарат TIG для завершения этого проекта.Подойдут и другие типы сварки, включая сварку MIG или сварку с кислородной / ацетиленовой горелкой.
Используйте самые толстые квадратные трубки диаметром 1 и 3/4 дюйма, какие только сможете найти. Обычно для труб диаметром 1 дюйм предпочтительнее использовать сталь 14-го калибра, но более легкий калибр по-прежнему поддерживает железную головку.
Алюминиевые квадратные трубки не должны использоваться при сборке: они недостаточно прочны, чтобы выдерживать вес чугунных головок.Если все, что у вас есть, — это легкие алюминиевые головки блока цилиндров, покупка алюминиевого материала по-прежнему обходится дороже и требует навыков сварки для обеспечения успешной сборки.
Розничные торговцы сталью и чугуном обычно значительно дешевле квадратных труб, чем крупные розничные магазины бытовой техники. Хорошим примером является 6-футовая секция 14-го калибра квадратной трубы 1 дюйм, которая стоит немногим более 7 долларов в розничном магазине стали и чугуна, в то время как хозяйственный магазин брал более 13 долларов за 4-футовую секцию из 16 труб. трубка манометра.
Из-за большого веса стойки головки блока цилиндров не рекомендуется выполнять «пайку», а не сварку.
Чтобы поставить чугунную головку на подставку, гораздо проще поставить головку блока цилиндров с камерами сгорания на ровную поверхность, перевернуть подставку для головки набок, отрегулировать ширину и вкрутить болты для крепления глава. Поднесите подставку к голове вместо того, чтобы пытаться выдержать такой большой вес и ввинтить болты. После завершения можно легко надвинуть всю сборку на ножки и поставить голову в нужное вам положение.
Второй комплект гаек можно приварить к внешним частям левой и правой ножек. Это отличное место для хранения 2-дюймовых болтов, которые используются для прикручивания головок к стойке, когда она не используется. (Это еще одна отличная идея от Floyd Hand и новая версия подставки, которую легко встроить.)
Покраска подставки носит чисто эстетический характер. Для тех из вас, кто хочет покрасить подставку, чтобы она выглядела лучше, если у вас нет пескоструйного аппарата, просто протрите металл средством для удаления жира и воска и покрасьте его распылением.
Соберите или купите комплект подставок для ГБЦ и храните «запасные» головки на подставке, плотно обернув их пластиком. Головки цилиндров никогда не следует хранить лицевой стороной вниз в углу гаража или оставлять для сбора грязи и мусора, которые однажды могут превратить вашу коллекционную головку в ржавое пресс-папье.
Никогда не поддавайтесь соблазну вывешивать головки блока цилиндров над камином. Они могут выглядеть великолепно для вас, но ваша жена или вторая половинка могут быстро отправить вас и ваш декоративный экспонат в гараж.
Стенд головки блока цилиндров: тестирование и использование
Чтобы проверить работоспособность стенда головки блока цилиндров, мы собрали столько головок цилиндров различных производителей, сколько смогли найти. В дополнение к двум железным головкам Pure Pontiac с портом D, мы успешно смонтировали головку блока цилиндров LS1, а также головку Chevrolet с малым блоком и головку Ford с большим блоком (460). Голова Chevy была самой маленькой, а голова Ford — самой большой. Каждая протестированная голова могла вращаться по дуге на 360 градусов, а под подставкой было достаточно места.
Мы узнали, что правильная процедура установки головки на стойку заключается в том, чтобы сдвинуть стойку для головы по ширине до головы, затянуть каждый из 2-дюймовых болтов вручную, а затем полностью затянуть два регулировочных болта. вниз, прежде чем использовать гаечный ключ на 9/16 дюйма для фиксации головок в желаемом положении. Все протестированные головки цилиндров имели как минимум два параллельных отверстия для дополнительных болтов и использовали болты 3/8 дюйма. Хотя головки LS1 были разработаны для 10-миллиметровых болтов, меньшие 3/8-дюймовые болты работали нормально и не повредили резьбу.
Посмотреть все 16 фотографий Далее Стив отрежет последний кусок — отрезок длиной 24 дюйма из стальной трубы квадратного сечения 16 калибра 3/4 дюйма. Он помещается внутри 1-дюймовой трубки и может перемещаться вперед и назад, чтобы поддерживать головку шириной 15 дюймов (две секции по 71/2 дюйма, умноженные на два) или шириной 35 дюймов (при условии, что длина 24 дюйма). дюймовая секция прикручена болтами на 2 дюйма к каждой регулировочной секции длиной 71/2 дюйма). Традиционная головка блока цилиндров Pontiac имеет длину примерно 193/4 дюйма, в то время как головка серии LS всего на 1/4 дюйма короче.Портировать собственный комплект головок блока цилиндров. Для владельцев головок Pontiac с портом D: возьмите книгу Джима Хэнда «Как построить Pontiac V-8 с максимальной производительностью» и следуйте инструкциям по переносу на дом в главе 7 («Перенос головок Pontiac с портом D») . Обратите внимание на небольшой магазинный вакуумный шланг, прикрепленный к задней части головки блока цилиндров для сбора мусора в процессе переноски (см. Верхнее левое фото). Изображенные головы представляют собой настоящий набор головок «7K3», перенесенных Джимом Хандом, принадлежащих Флойду Хэнду. Твердосплавная коронка, прикрепленная к шлифовальному станку, показанная во впускном отверстии, предназначена только для демонстрационных целей! В книге Джима есть учебник по созданию стойки на голове для Pontiac, которая отличается от этой, но ее также легко построить.
Подставка для головки удерживает головку на месте, чтобы с помощью компрессора с клапанной пружиной натягивать пружины без необходимости балансировать головку и одновременно сжимать пружины. Вытягивание клапанных пружин, фиксаторов, держателей и клапанов очень помогает определить состояние клапана и уплотнений клапана. Любителю, который собирается восстановить или перенести набор головок, купленных на своп-встрече, он может потянуть за пружины, а затем доставить голые головки в автомастерскую, где они будут заправлены, чтобы удалить всю скопившуюся грязь, масло и т. Д. лак; затем перед тем, как продолжить, сделайте иммагнофлюс, чтобы проверить наличие трещин.Гонщик может потянуть и проверить клапанные пружины, чтобы убедиться, что они по-прежнему соответствуют номинальному давлению при открытии и закрытии, указанном производителем.
Инструменты
Сварщик
Настольные тиски
Сверлильный пресс (или ручная дрель для тяжелых условий эксплуатации)
Электропила (или ножовка)
Шлифовальные и опиливающие инструменты
С-образные зажимы
Принадлежности
6-футовый, 14-калибр, квадратная трубка 1 дюйм (1,0 x 1,0 x 0,083)
2 фута, 16 калибра, квадратная трубка 3/4 дюйма (0,75 x 0,75 x 0,065)
1/8 и 3 / 8- дюймовые сверла
3/8-дюймовые болты и фланцевые гайки (3/8 x16)
9/16-дюймовый гаечный ключ
Черная аэрозольная краска (опция)
Средство для удаления жира и воска (опция)
Заключение
Для любителей, которые Если вы хотите построить свою собственную подставку, это займет от 4 до 5 часов или меньше с соответствующими инструментами.Хотя модное торговое оборудование, такое как отрезные пилы и сверлильные станки, ускорит процесс сборки, любая форма режущего или сверлильного инструмента выполнит свою работу. Только не забудьте дважды отмерить и один раз отрезать. Если у вас нет сварочных возможностей, комплект кислородно-пропиленовой (пропановой) горелки, пригодный для сварки, можно приобрести примерно за 70 долларов в местном хозяйственном магазине.
Самой сложной частью сборки является обеспечение того, чтобы свариваемая деталь была «перпендикулярна» другой привариваемой металлической детали.Очень полезны набор квадратов и друг, который поможет вам выровнять и закрепить детали. Если у вас нет всех инструментов или помощи в гараже, которые вам нужны, чтобы построить стойку с головкой цилиндра, автомобильный клуб или группа любителей в вашем районе, вероятно, могут объединить ресурсы и построить несколько стендов за полдень.
По словам Дэвида Дюсольда, «прелесть конструкции заключается в возможности поворачивать головку блока цилиндров именно там, где она нужна для выполнения обслуживания, а также в нескольких моделях головок, которые она будет [удерживать].Поскольку стойка головки блока цилиндров может иметь ширину от 15 до 34 дюймов, а подавляющее большинство головок блока цилиндров имеют «параллельные» передние и задние резьбовые отверстия для аксессуаров, стойка способна выдерживать короткие головки, такие как Turbo Buick V-6. через длинные головки, например, от рядного шестицилиндрового двигателя. Помимо возможности регулировки, подголовник очень прочный. Тяжелые чугунные головки, такие как Pontiac или даже более крупный Ford 460, не заставляли подставку деформироваться или становиться неустойчивой ».
Посмотреть все 16 фотоТем, кто предпочел бы приобрести подставку для головки блока цилиндров, DuSold Enterprises может Изготовим на заказ расписную подставку за 99 долларов.95 плюс доставка (PN DE-ADJHSTND-REV2). Дэвид ДюСолд заявляет: «Первые 50 заказов через Интернет получат 10-процентную скидку от стойки при использовании кода скидки« HPP ». Поскольку подставка весит менее 10 фунтов и может быть разложена на компактную коробку, она может быть доставлена к вашей двери за относительно короткое время ».
Независимо от того, построите ли вы свой стенд или купите стенд, нет сомнений в том, что он окажется очень полезным инструментом для использования в гараже.
Особая благодарность Флойду Хэнду, который помог спроектировать прототип стенда, который стал производным от стенда фиксированной ширины, который он изготовил в 90-х годах.Результат совместной работы дизайнерской группы DuSold Enterprises, Floyd Hand и автора является прекрасным примером того, что может быть достигнуто специальной группой людей, которые делятся идеями по созданию решений для тех, кто занимается своими руками.
Посмотреть все 16 фотографий Далее Дэвид обработал и очистил детали пескоструйной очисткой и вскоре подготовил их к покраске. После нескольких быстрых слоев черного лака Dupli-Color он имеет голый металл, защищенный от ржавчины и непогоды. Они отлично выглядят. Левая и правая секции подставки выглядят одинаково, но построены так, что сторона подставки, в которой используется 12-дюймовый стальной участок, является сплошным концом, а регулируемый стержень 3/4 дюйма может свободно перемещаться. легко перемещаться через другую подставку.Руководство по выбору обжимных инструментов
| Руководство по выбору обжимного инструмента Обжимные клещи — это инструменты, используемые для создания холодных сварных швов между двумя проводами или проводом и соединителем, например наконечниками. В идеале электрические и механические свойства сварного шва должны быть такими же сильными, как и у исходных материалов. Обжимные инструменты имеют размер в соответствии с калибрами проводов (с использованием AWG — American Wire Gauge), которые они могут принять. Некоторые поставляются со сменными штамповочными головками, что позволяет использовать провода и разъемы большего размера. Холодная сваркаПри горячей сварке две поверхности соединяются за счет интенсивного нагрева, в то время как при холодной сварке на свариваемые поверхности оказывается сильное давление. Таким образом, холодную сварку также часто называют примером твердотельной сварки, поскольку исходные материалы не меняют свое состояние с твердого на жидкое и обратно. Как использовать обжимной инструментСначала вам нужно зачистить кусок провода, который вы хотите обжать. Затем прикрепите разъем.Для обжимных инструментов со сменными матрицами вам необходимо выбрать правильную матричную головку для разъема, сопоставив номиналы калибра проводов. Для обжима без штамповки вам нужно будет подобрать подходящий паз. Наконец, надавите, извлеките недавно обжатый соединитель и несколько раз дерните, чтобы убедиться, что у вас прочное и безопасное соединение. |
Как выбрать инструмент для обжима проволоки
Информация, которую мы предоставляем, предназначена для информирования вас и помощи в правильном выборе и использовании обжимных машин.Как всегда, мы рекомендуем вам проконсультироваться с лицензированным и компетентным электриком, который поможет вам с определением размеров и выбором деталей для вашего конкретного применения. Нужна дополнительная помощь? Позвоните нашим инженерам технической поддержки, чтобы получить поддержку в режиме реального времени.
Как часто вы будете делать опрессовки?
Ручные или молотковые обжимные устройства относительно дешевы и могут быть лучшим вариантом, если вы обжимаете их только время от времени.
Гидравлические и автоматические обжимные устройства (например, с питанием от аккумулятора) более дороги, но они предотвращают растяжение и травмы из-за повторяющихся операций обжима.
Обжимные кромки с вдавливанием и обжимом
Обжимные зажимы обычно используются для обжима тонкопроволочных и уплотненных проводов. Обжим с выемкой можно выполнить с помощью простых в использовании ручных обжимных инструментов. Этот тип обжима обеспечивает высокое сопротивление выдергиванию и хорошие электрические характеристики при правильном выполнении с помощью инструмента подходящего размера для кабеля и разъема. Поскольку жилы плотно прижаты друг к другу внутри соединителя, почти все воздушные зазоры удалены из проводника.Однако проверить правильность выполнения обжима с отступом сложнее по сравнению с обжимом с шестигранной головкой. Обжимные зажимыпредназначены для обработки наконечников согласно DIN 46234 и соединителей согласно DIN 46341, часть 1, форма A + B, которые подходят для проводов, классифицированных по VDE 0295 2, 5 и 6. Наконечники и соединители, соответствующие этим стандартам, имеют большие размеры. диаметры, подходящие для всех типов кабелей. Обжим с помощью молотка для обжима. | Гексагональный обжимной обжим , наиболее распространенный тип обжима, обеспечивает прочное механическое соединение.Преимущество обжима этого типа заключается в том, что сила прикладывается последовательно со всех сторон на большей площади во время обжима, предотвращая любое повреждение проводников. Обжим этого типа является отраслевым стандартом для алюминиевых и медных кабелей сечением до 1000 тыс. Куб. Мил. Обжимные шестигранники обеспечивают превосходные электрические характеристики в дополнение к большой прочности на выдергивание. Важно, чтобы размер обжимных матриц точно соответствовал материалам и размерам. Спектр применения обжима шестигранной формы — это опрессовка проводов согласно VDE-0295 категорий 2, 5 и 6 и обработка ненатяжных соединений алюминиевых кабелей согласно DIN48201 часть 1 (DIN EN 50182 для алюминиевых тросов). Обжимной шестигранник с гидравлическим обжимом. |
Размер провода и качество обжима
Чем толще провод (например, 1/0, 2/0 и т. Д.), Тем больше мощности вам потребуется для правильного обжима. В определенный момент обжимные устройства с ручным приводом потребуют слишком больших усилий или не смогут обеспечить достаточное давление для обжима проволоки большего сечения.
Как узнать, сделали ли вы высококачественный обжим с помощью гидравлического обжима с шестигранной головкой? См. Краткое справочное руководство ниже.
ЛучшееУглы должны быть как можно более четкими и острыми. | ПриемлемоУгловой радиус должен быть меньше длины плоских сторон. | Слишком свободноРазмер матрицы слишком велик. Выберите кубик меньшего размера. | ОбжимРазмер матрицы слишком мал. Выберите кубик большего размера. |
Матрицы vs.Бессмертный
Бездомерные обжимные устройства быстрее использовать, потому что вам не нужно отключать матричную головку каждый раз, когда вы хотите обжать проволоку другого размера. Однако пресс-формы для обжима позволяют обжимать провода более широкого диапазона размеров и зачастую имеют менее сложную конструкцию.
Обычные типы обжимных клещей
Ручные щипцы для обжимаЭти ручные клещи для обжима проводов меньшего диаметра. Некоторые из них также можно использовать для резки и зачистки проводов. | Гидравлические обжимные устройстваГидравлические обжимные клещи могут оказывать гораздо большее давление, чем небольшие ручные обжимные устройства, и используются для более толстой проволоки. Правильное обслуживание требует периодической замены масла и масляного фильтра, чтобы гидравлика оставалась текучей и не забивалась. Вы также должны убедиться, что после замены масла внутри инструмента нет пыли или воздуха. | Молоток для обжимаМолотковые обжимные устройства дешевы, компактны и могут обжимать проволоку самых разных размеров, просто отрегулировав высоту подвижного клина.Чем больше ушка, тем больше ударов вам нужно будет нанести молотком. |
Выбор продукта
TH0012 Бесконтактный инструмент для обжима отпечатков
Бесконтактный обжимной пресс. Обжимает от 8 до 0000 AWG (4/0).
TH0020 Бесконтактный инструмент для обжима отпечатков
Бесконтактный обжимной пресс. Обжим от 10 до 400 MCM.
| TEMCo ID | Описание | Диапазон обжима | Тип обжима | Обжим | Тип клеммы | Обрезает или зачищает провод? | Гарантия |
| TH0005 | 12 комплектов штампов, 11 тонн США | от 6 AWG до 600 MCM (10–300 мм²) | Сжатие | Гидравлический | Неизолированный | № | 5 лет |
| TH0006 | 9 комплектов штампов, 5 тонн США | 12 AWG до 00 (2/0) (4–70 мм²) | |||||
| TH0034 | 12 комплектов штампов, 12 тонн США | от 6 AWG до 750 MCM (медь: 16–400 мм²) (алюминий: 10–300 мм²) | |||||
| TH0007 | Ударник для молотка | 8 до 0000 AWG (4/0) | Отступ | Руководство | |||
| TH0012 | Dieless | Рычаг | |||||
| TH0020 | 10 AWG — 400 мкМ |
Работа с проводом — учимся.sparkfun.com
Введение
Когда кто-то упоминает слово «провод», они, скорее всего, имеют в виду гибкий цилиндрический кусок металла, размер которого может варьироваться от нескольких миллиметров в диаметре до нескольких сантиметров. Проволока может относиться как к механическому, так и к электрическому применению. Примером механического провода может быть Guy-wire, но в этом руководстве основное внимание будет уделено электропроводке.
Внутри многожильного провода
Электропровод — это основа нашего общества.В домах есть провода, по которым можно включать свет, топить печь и даже разговаривать по телефону. Провод используется, чтобы позволить току течь из одного места в другое. Большинство проводов имеют изоляцию, окружающую металлическую жилу. Электрический изолятор — это материал, внутренние электрические заряды которого не текут свободно и, следовательно, не проводят электрический ток. Идеального изолятора не существует. Однако некоторые материалы, такие как стекло, бумага и тефлон, которые обладают высоким удельным сопротивлением, являются очень хорошими электрическими изоляторами.Изоляция существует, потому что прикосновение к оголенному проводу может позволить току течь через тело человека (плохо) или непреднамеренно в другой провод.
Рекомендуемая литература
Вот несколько тем, которые вы, возможно, захотите изучить, прежде чем читать о проводе:
Многожильный или одножильный провод
Провод может быть двух видов: одножильный или многожильный.
Твердый сердечник
Сплошная проволока состоит из цельного куска металлической проволоки, также известного как прядь.Один очень распространенный тип сплошной проволоки — проволочная обмотка.
Сплошной провод различных цветов
Многожильный сердечник
Многожильный провод состоит из множества кусков сплошного провода, связанных в одну группу. Он намного более гибкий, чем сплошная проволока того же размера.
Многожильный провод различных цветов и размеров
Применение одножильных и многожильных проводов
Поскольку многожильный провод более гибкий, чем одножильный провод такого же размера, его можно использовать, когда провод необходимо часто перемещать, например, в руке робота.И наоборот, сплошной провод используется, когда требуется небольшое перемещение или его отсутствие, например, для создания прототипов схем на макетной плате или макетной плате. Использование одножильного провода позволяет легко протолкнуть провод в макетную плату и покрыть ее сквозь отверстия печатной платы.
Попытка использовать многожильный провод на макетной плате или металлическом сквозном отверстии может быть очень сложной задачей в зависимости от толщины, поскольку жилы хотят разделиться при вдавливании.
Совет: Пытаетесь подключить многожильные провода к винтовым клеммам, макетной плате или сквозным отверстиям? Попробуйте скрутить проволоку и залудить кончики.Ниже приведен пример шагового двигателя в Руководстве по подключению Stepoko. Концы провода выглядят довольно потрепанными с завода.На изображении слева показаны жилы проволоки, скрученные путем скручивания их примерно на 180 градусов по длине полосы. На изображении справа показаны луженые с пайкой провода. Нанесите излишки припоя, чтобы флюс подействовал, и снимите лишний припой вместе с утюгом, получив сплошной цилиндр из проволоки.
Толщина проволоки
Термин «калибр» используется для определения диаметра проволоки. Калибр провода используется для определения силы тока, с которой провод может безопасно справиться. Калибр провода может относиться как к электрическому, так и к механическому. В этом руководстве рассматривается только электрическая часть. Существует две основные системы измерения толщины проволоки: американский калибр проволоки (AWG) и стандартный калибр проволоки (SWG). Различия между ними не важны для этого руководства.
Примерный масштаб проволоки разного калибра
Сила тока, который может переносить провод, зависит от нескольких различных факторов, например, от состава провода, длины провода и состояния провода.Как правило, более толстый провод может пропускать больший ток.
Приблизительная толщина провода в соответствии с таблицей допустимых значений
Здесь, в SparkFun, мы обычно используем провод 22 AWG для создания прототипов и макетов. При использовании макета или печатной платы твердый сердечник идеально подходит, потому что он хорошо входит в отверстия. Для других прототипов / сборок, связанных с пайкой, многожильный сердечник — №1, просто убедитесь, что не пропускаете слишком большой ток через один провод. Он станет горячим и может расплавиться!
SparkFun поддерживает как одножильные, так и многожильные провода 22 AWG.
Нажмите, чтобы просмотреть больше вариантов проводов!Однако есть возможность использовать проволочную ленту 30 AWG , если вам нужно меньше.
Совет: Обмотка проводов была впервые использована для создания прототипов схем. В наши дни это встречается гораздо реже. Тем не менее, он по-прежнему полезен для подключения к маленьким контактам на компоненте поверхностного монтажа или печатной плате, проектах с ограниченным пространством или ремонте плат (например, «зеленый» ремонт проводов). Работа с толстым проводом? сращивание толстой проволоки.Для получения дополнительной информации ознакомьтесь с руководством по созданию автомобиля с автономной мышью.Как зачистить провод
Безопасные и надежные электрические соединения начинаются с чистого и аккуратного зачистки проводов. Очень важно снять внешний слой пластика, не повредив провода под ним. Если провод все же будет надрезан, соединение может оборваться или может произойти короткое замыкание.
Без вмятин и вмятин. Эти провода были зачищены должным образом
Инструменты
Ручной инструмент для зачистки проводов
Простой ручной инструмент для зачистки проводов — это пара противоположных лезвий, очень похожих на ножницы.Есть несколько выемок разного размера. Это позволяет пользователю подбирать размер надреза в соответствии с размером провода, что очень важно, чтобы не повредить провода. В зависимости от производителя могут быть дополнительные функции, в том числе блокирующий механизм, эргономичная ручка и возможность нарезания шурупов.
Инструмент для зачистки проводов — 22-30AWG
В наличии ТОЛ-14762Это ваши простые, заурядные устройства для зачистки проволоки от Techni-Tool с удобной ручкой, что делает их доступным вариантом…
1Инструмент для зачистки проводов — 20-30AWG
В наличии ТОЛ-15220Это более качественные устройства для зачистки проводов от Jonard Industries с удобной изогнутой ручкой, что делает их доступным вариантом…
1Предупреждение: Многие устройства для зачистки проводов, которые можно найти в хозяйственном магазине, не зачищают провода малого калибра (от 22 до 30).Приступая к созданию прототипа, убедитесь, что у вас есть инструмент, способный снимать изоляцию 22 AWG и меньше. Возможность зачистить очень маленький провод 30 AWG (также известный как проволочная обмотка) является плюсом.
Хотя нож также может зачистить провода, он также может повредить провод, надрезая металл или разрезая его. Использование ножа для зачистки провода тоже очень опасно! Нож может легко выскользнуть и причинить серьезные травмы.
Саморегулирующийся инструмент для зачистки проводов
Существуют также саморегулирующиеся устройства для зачистки проводов, которые автоматически зачищают провод, помещая провод в середину зубцов и сжимая ручку.Они берут практически любой провод и каждый раз идеально зачищают провода. В зависимости от производителя могут быть предусмотрены дополнительные функции для обрезки или обжима изолированных / неизолированных проводов.
Совет: Саморегулирующийся инструмент для зачистки проводов также полезен для снятия оболочки с кабелей или одновременного снятия изоляции с нескольких изолированных проводов.
Примечание: Мы обнаружили, что саморегулирующийся инструмент для зачистки проводов очень полезен при модификации электроизоляционного провода. Просто поместите проволоку EL посередине зубьев и отрегулируйте ручку, чтобы уменьшить захват проволоки.При зачистке провода убедитесь, что коронирующие провода не находятся прямо под зубьями. >Инструмент для намотки проволоки
Если вы используете инструмент для намотки проволоки, чтобы обернуть проволоку вокруг булавки, в середине может уже быть встроенное лезвие для зачистки тонкой проволоки. Просто поместите проволоку между лезвиями и потяните.
Инструмент для намотки проволоки
31 доступно TOL-14915Этот Wire Wrap Too наматывает, разворачивает и даже снимает проволоку соответствующего диаметра с помощью уникального встроенного лезвия для зачистки.
Зачистка провода ручным устройством для зачистки проводов
Просто отжав ручки ручного инструмента для зачистки проводов примерно на 1/4 дюйма от конца провода или желаемой длины, используя правильный вырез на инструменте, а затем слегка повернув его, изоляция будет снята.
Затем, потянув инструменты для зачистки проводов к концу провода, изоляция должна соскользнуть с провода.
Зачистка кабельных проводов с помощью саморегулирующихся устройств для зачистки проводов
Специальные саморегулирующиеся устройства для зачистки проводов позволяют легко снимать оболочки и зачищать несколько изолированных проводов.В этом примере мы собираемся оголить кабель питания. Поместите конец кабеля между кусачками инструмента, чтобы разрезать. Когда все будет готово, сожмите ручки, чтобы отрезать конец кабеля.
Отверните пластиковую направляющую от головки и выдвиньте ее, чтобы отрегулировать длину проволоки, которую нужно обрезать. Переставьте пластиковую направляющую, когда вас устраивает длина провода. Для кабелей вы можете захотеть зачистить больше, чем рекомендовано.
Вставьте кабель между губками. При необходимости увеличьте / уменьшите натяжение зажима с помощью ручки натяжения по мере необходимости, в зависимости от кабеля и сечения провода.
Удерживая кабель на месте, сожмите ручки, чтобы снять оболочку с кабеля.
После снятия оболочки с кабеля поместите внутренние провода между зубцами. При необходимости отрегулируйте натяжение губок с помощью ручки натяжения в зависимости от кабеля и размера провода.
Примечание: Обязательно проложите внутренние провода между зубцами левой челюсти, чтобы зачистить провода кабеля.
Когда закончите, ваши кабельные провода должны быть полностью зачищены!
Советы, уловки и подсказки
Важно, чтобы размер проволоки соответствовал правильной выемке в приспособлении для снятия изоляции.Если выемка будет слишком большой, провод не будет зачищен. Если выемка слишком мала, есть риск повредить провод. Использование выемки меньшего размера означает, что приспособления для зачистки будут закрываться слишком далеко, впиваясь в провод внизу. В случае многожильного провода инструмент обрежет внешнее кольцо проволоки, уменьшив общий диаметр проволоки и снизив ее прочность. Надрез в проволоке со сплошным сердечником сильно снизит прочность и гибкость проволоки. Вероятность обрыва проволоки при перегибе значительно возрастает.
Этот провод не был зачищен должным образом, есть зазубрины и недостающие жилы
Если на проводе случайно образовалась царапина, лучший план действий — отрезать поврежденную часть провода и повторить попытку.
Как соединять провода
Подготовьте провод, зачистив концы проводов с помощью приспособления для зачистки проводов. Если вы работаете с многожильным проводом, попробуйте скрутить концы, чтобы сгруппировать жилы вместе, и залудите кончики перед пайкой.
Отрежьте кусок термоусадки, чтобы закрыть оголенные провода. Пропустите термоусадочную пленку через один из проводов. Обязательно сдвиньте термоусадочную пленку с места сварки.
Поверните клеммы проводов друг к другу и соедините оголенные концы вместе.
Удерживайте провода вместе с помощью ленты, чтобы удерживать провода на месте против паяльного коврика.
Добавьте припой на провода. Старайтесь не оставлять паяльник на проводах слишком долго.Изоляция может расплавиться, обнажив больше проводов.
Убедитесь, что нижняя сторона провода также припаяна.
Переверните провод и распределите по ним припой. При необходимости добавьте флюс и припой для покрытия проводов.
Если вы используете термоусадку, наденьте ее на клемму, чтобы изолировать соединение. Нагрейте термоусадку паяльником или термовоздушной паяльной станцией.
| Тепло от паяльника | Тепло от паяльной станции горячего воздуха |
По завершении термоусадка должна плотно прилегать к оголенному проводу.
Советы: Ищете другие идеи и методы резки проволоки? Попробуйте скрутить провода вместе. Скрученные провода могут быть обращены друг к другу (иначе говоря, скрученная спираль) или в одном направлении.Вы также можете попробовать зацепить и скрутить провода вместе в соединителе Western Union (он же Lineman’s Splice). Этот метод идеально подходит для одножильных проводов, но его можно использовать и для многожильных проводов.
Для опытных пользователей вы также можете врезаться в провод для тройника Western вместо того, чтобы разрезать провод прямо.Это полезно при добавлении компонента (ов) (т. Е. Подтягивающего резистора), если у вас ограниченное пространство для работы, чтобы сэкономить время и сократить расходы. Просто зачистите середину вашего провода, удалите изоляцию с помощью ножа для хобби / паяльника, намотайте отдельный провод / клемму на оголенный провод и припаяйте. Когда закончите, добавьте немного термоусадки или горячего клея для изоляции. На изображении ниже показаны резистор и провод, добавляемые к середине двух проводов.
Западный метод Т-образного сращивания, используемый для соединения 3 перемычек и 10 кОм; Резистор
Совет: Возникли проблемы с соединением проводов вместе или подключением проводов к контакту? Попробуйте использовать печатную плату в качестве опоры при пайке, подобную той, которая встроена в специальный удлинительный кабель EL.Как обжать электрический разъем
Электрический соединитель — это устройство для соединения электрических цепей с помощью механического узла. Соединение может быть временным или служить постоянным электрическим соединением между двумя проводами. Существуют сотни видов электрических разъемов. Разъемы могут соединять два отрезка провода вместе или подсоединять провод к электрическому зажиму.
Ниже приведены несколько типов разъемов. В дальнем верхнем левом углу у нас есть изолированный соединительный элемент для соединения двух концов проводов вместе.Справа разветвленный разъем (он же лопатка или разрезное кольцо) используется для подключения провода к винтовым клеммам, вставляя вилку в гнездо винтовой клеммы. Перед установкой терминала можно частично вкрутить винты. Кольцевые клеммы посередине также используются для подключения провода к винтовым клеммам. Кольцевая клемма обеспечивает более надежное соединение, однако перед установкой клеммы необходимо полностью вывернуть винт. В дальнем правом верхнем углу у нас есть лопаточный штекер (a.к.а. лезвие) . Они могут вставляться в гнездовой лопаточный соединитель (также известный как двойной обжим) , который показан справа внизу. В зависимости от конструкции и применения эти разъемы могут быть разных видов, например, с фланцевой вилкой или зажимным кольцом.
Изолированные соединители, вилочные, кольцевые, с наружной и внутренней лопаткой
Эти разъемы также могут быть разных размеров и номиналов. На изображении ниже показан лопаточный разъем с внутренней резьбой 1/4 дюйма и 2,8 мм.
Вам необходимо подобрать размер разъемов для безопасного соединения. На изображении ниже показаны плоские гнездовые разъемы 1/4 дюйма, подключенные к штыревым выводам микровыключателя.
Что такое обжим?
Слово «обжим» в данном контексте означает соединение двух металлических частей вместе, деформируя один или оба из них, чтобы удерживать другой. Деформация называется деформацией.
Металл деформирован, чтобы зажать провод и удерживать его на месте
Инструмент
Для обжима соединителя на проводе требуется специальный инструмент для обжимного штифта.В зависимости от обжимного штифта доступно несколько различных стилей обжимных клещей.
Инструмент для обжима трещотки
Самый лучший обжимной станок имеет встроенный храповик. Когда ручки будут сжаты вместе, это приведет к трещотке и не даст челюстям снова раскрыться. Когда будет приложено достаточное давление, храповик выйдет из зацепления и освободит обжатую часть. Это гарантирует, что приложено достаточное давление. Обжимные клещи этого типа также имеют широкую губку, чтобы покрыть большую площадь поверхности разъема.
Обжимной инструмент с храповым механизмом для быстроразъемных соединений
В зависимости от размера соединителя тип «штампа» (то есть головки обжимного инструмента) будет иметь разный размер. Обжимной инструмент, представленный ниже, использует другую матрицу для обжима более мелких обжимных штифтов, которые вставляются в корпус штыревого разъема.
Инструмент для обжима обжимных штифтов с трещоткойНа изображениях ниже показаны провода разного калибра, обжатые для разветвленного разъема, и обжимной штырь для поляризованного разъема.
| Вилочные соединители, обжатые для настенного адаптера | Обжимной штифт обжимается перед вставкой в пластиковый корпус |
Ручной обжимной инструмент
Ручной инструмент для обжима позволяет добиться почти тех же результатов, хотя для этого от пользователя требуется гораздо больше бдительности. Обжимные клещи этого типа обычно менее прочные. При обжиме необходимо следить за тем, чтобы губки правильно выровнялись на разъеме.Несоосность приведет к менее желательному обжимному соединению. Со временем износ в результате нормального использования также может привести к тому, что челюсти разделятся и не закроются полностью. Как правило, достаточно сильно сжать его. Необычный инструмент для зачистки проводов, показанный ниже, можно использовать с быстроразъемными соединениями. Инструмент также можно использовать для обрезки проводов и зачистки проводов / кабелей.
Ручной обжимной инструмент на саморегулирующемся устройстве для зачистки проводов для изолированных и неизолированных лопаточных соединителейХотя с саморегулирующимся устройством для зачистки проводов немного сложнее работать, чем с храповым механизмом, он может зачищать, разрезать и обжимать при быстром отсоединении.
Предупреждение! Плоскогубцы не для обжима! Также нельзя использовать молотки, тиски, плоскогубцы и плоские камни. Хороший обжимной пресс при правильном использовании сделает холодный шов между проволокой и корпусом соединителя. Если бы вы разрезали хорошо выполненный обжим пополам, вы бы увидели твердую форму провода и разъема. Использование неправильного инструмента не приведет к хорошему обжиму!Почему требуется такой уровень совершенства? Плохой обжим оставляет воздушные карманы между проводом и разъемом. Воздушные карманы позволяют собирать влагу, влага вызывает коррозию, коррозия вызывает сопротивление, сопротивление вызывает нагревание и в конечном итоге может привести к поломке.
Обжим быстроразъемного соединителя
Есть несколько аргументов за и против использования одножильного провода с обжимными соединениями. Многие считают, что обжатие провода с твердым сердечником создает в нем слабое место, что может привести к обрыву. Также существует большая вероятность отсоединения обжимного соединения с проводом со сплошным сердечником, потому что провод также не будет соответствовать клемме. Если вы должны использовать провод с одножильным сердечником, рекомендуется припаять провод на место после того, как вы его обжали.
Во-первых, необходимо выбрать провод правильного размера в соответствии с размером клеммы или наоборот. Предположим, что вы используете многожильный провод, чтобы он соответствовал обжатому соединению. Далее зачистите провод. Количество оголенного провода должно быть равно длине металлической гильзы на разъеме, обычно около ¼ дюйма или около того. Если зачищенный провод подходит к металлической части ствола с небольшим пространством или без него, значит, размер разъема правильный.
Хорошее соотношение длины проволоки к цилиндру
Затем нужно вставить провод до тех пор, пока изоляция на проводе не коснется конца цилиндра.
Хорошо: Проволока немного торчит из ствола
Затем провод и клемма вставляются в обжимной пресс. Цвет изоляции клеммы должен совпадать с цветом обжимного инструмента. Поэтому, если изоляция клеммы красная, используйте место, отмеченное красной точкой на обжимных зажимах. В качестве альтернативы, если обжимной пресс не имеет цветной маркировки, используйте метку калибра сбоку.
Терминал должен располагаться горизонтально корпусом вверх.Затем инструмент удерживают перпендикулярно клемме и помещают на цилиндр, ближайший к кольцу (или другому типу соединения). Чтобы закончить обжим, инструмент сжимают со значительным усилием. В общем, «пережать» соединение практически невозможно.
После того, как обжатие будет завершено, провод и соединитель должны оставаться вместе после попытки их разорвать с большой силой. Если соединение можно разорвать, обжим был выполнен неправильно. Лучше, чтобы обжим вышел из строя сейчас, а не после того, как он был установлен в своем приложении.Ниже приведена таблица технических характеристик обжимных соединений.
Совет: Если провод не входит в цилиндр или слишком ослаблен, значит, был выбран неправильный размер и тип провода или разъема. При необходимости можно добавить пайку между проводом и разъемом. Однако правильно обжатые провода образуют газонепроницаемое холодное соединение и не требуют пайки.Имейте в виду, что добавление припоя увеличивает нагрузку на соединение из-за механических вибраций и термоциклирования, вызывая разрушение соединения.Пайка также может увеличить сопротивление стыка. Для приложений с низким энергопотреблением пользователи не должны заметить значительной разницы. Совет: В зависимости от области применения два провода можно обжать вместе в одном обжимном соединителе. Вам нужно будет убедиться, что объединенный диаметр провода подходит для обжимного соединения, а обжимной разъем способен выдерживать ток, заданный в проекте.
На изображении ниже показаны два провода с загнутыми лопатками для средних соединений.В этом случае обжатые провода использовались для подключения нескольких устройств к земле.
Обжим обжимного штифта
Помните, в мире существуют сотни типов электрических разъемов. В зависимости от конструкции разъем может быть сконструирован таким образом, чтобы он помещался в пластиковый корпус. Вместо того, чтобы обжимать провод цилиндром, соединитель может иметь две защелки (т. Е. Крылышки) для обжима провода и его изоляции. Дополнительные зажимы для изоляции обеспечивают разгрузку от натяжения.Обжимной штифт может также иметь фиксирующий язычок и концевой упор, когда штифт вставлен в пластиковый корпус.
| Обжимной штифт, вырезанный из катушки для поляризованного разъема | Пластиковый корпус для поляризованного разъема |
Один из примеров можно найти в предварительно заделанных перемычках премиум-класса. Они используются для подключения к печатным платам с контактными площадками PTH 0,1 дюйма. Ниже представлено изображение нескольких обжатых контактов перед их вставкой в пластиковый корпус.Слева находится обжимной штифт для установки в поляризованный корпус. В центре находится контактный штифт, который используется для сопряжения с штырем справа.
Процесс немного более утомительный, так как вы работаете с меньшими булавками. В зависимости от вашего уровня опыта это может занять много времени. Однако пользователи могут создавать нестандартные длины проводов и кабелей для проекта.
Сначала отрежьте и зачистите кусок проволоки. Убедитесь, что калибр провода соответствует характеристикам обжимного штифта. В этом случае мы будем использовать многожильный соединительный провод 22 AWG для подключения к разъему JST RCY, как рекомендовано в таблице данных обжимного штыря.После удаления обжимного штифта с металлической полосы совместите жилы провода с проводящим язычком, а изолятор — с выступом изолятора, чтобы проверить, соответствует ли провод спецификациям обжимного штифта.
Если провод достаточно зачищен, вставьте обжимной штифт в одну из губок обжимного инструмента. Возможно, вам придется загнуть язычки изолятора внутрь, чтобы они подошли. Мы будем использовать большую челюсть.
Обязательно обратите внимание на канавки обжимного инструмента, когда вставляете обжимной штифт в матрицу.Если присмотреться, на одной стороне губки вырезаны две полуцилиндрические канавки, а на другой — одна канавка. Сторона с двумя канавками будет использоваться для обжима лапок. Кроме того, половина матрицы утоплена под язычок изолятора.
| Обжимной инструмент с трещоткой, вид сбоку | Крупный план обжимного инструмента с двумя канавками и матрицей для выступа изолятора |
Медленно закройте обжимной инструмент с храповым механизмом, чтобы удерживать обжимной штифт на месте, и вставьте зачищенный провод. Возможно, вам потребуется отрегулировать обжимной штифт так, чтобы его выступ изолятора был заподлицо с матрицей.
Когда будете готовы, медленно сожмите ручки еще больше, чтобы продолжить обжимать язычки.Если что-то не так и вы используете обжимной инструмент с храповым механизмом, переверните предохранительный фиксатор прямо над ручкой. Продолжайте сжимать ручку, пока храповик не освободится автоматически, чтобы завершить обжим.
Осторожно извлеките обжимной штифт из обжимного инструмента. Обратите внимание на гофрированные язычки. Вы должны увидеть что-то похожее на гофрированные булавки внизу. При необходимости вам может потребоваться снова вставить штифт обратно в губки, чтобы в достаточной степени обжать язычки. Обжимной штифт в дальнем левом углу был частично обжат, и его нужно было поместить в меньшую губку для правильного обжима.
Когда все будет готово, вставьте обжимной штифт в соответствующий корпус. В этом случае обжатый гнездовой штифт был вставлен в соответствующий корпус разъема JST RCY. Убедитесь, что фиксирующий язычок совпадает с отверстием в пластиковом корпусе.
Когда закончите, провод должен защелкнуться в соответствующем гнезде. Ниже приведены несколько обжатых контактов в соответствующих корпусах. В крайнем левом углу у нас есть обжимные контакты, используемые для поляризованного разъема 1×2 «Molex». Два справа с черным корпусом — это пример гофрированных контактов, используемых со стандартным 0.1-дюймовые разъемы. Наконец, гофрированные контакты в красном корпусе используются для разъема JST RCY.
Обычные ошибки
Ниже приведен список типичных ошибок при опрессовке быстроразъемных соединений и штифтов. Мы будем использовать быстрое отключение для демонстрации.
Разъем неподходящего размера для провода или провод неправильного размера для разъема.
Плохой обжим. Разъем был слишком мал для выбранного калибра провода.
Будьте осторожны, чтобы не снять слишком много изоляции.
Слишком много изоляции снято, слишком много оголенного провода
Также стоит упомянуть, что, хотя это и не обязательно вредно, проволока не должна выходить слишком далеко за ствол. В этом случае рекомендуется обрезать проволоку.
Обрезать лишний оголенный провод
Внимание! Помните, что для проволочной обертки используется небольшой калибр. Хотя это идеально подходит для проектов, в которых мало места для работы, он не может справиться с большой мощностью из-за толщины провода.
Зачистите провод 30 AWG, вставив его между лезвиями инструмента для намотки проводов. Потяните за провод, чтобы удалить изоляцию.
Обязательно зачистите достаточно провода, чтобы обернуть его вокруг клеммы для надежного соединения. Около 1 дюйма должно быть достаточно.
Вставьте оголенный провод в отверстие сбоку. Убедитесь, что провод вставлен на сторону с надрезом, и поместите провод в надрез вдоль стороны цилиндра.
Вставьте провод в штифт заголовка (a.к.а. Почта). В этом случае на мини-макетной плате использовались штыревые контакты заголовка.
Примечание: Штыри штырей с внутренней резьбой можно скручивать с помощью инструмента для намотки проволоки и проволоки. Рекомендуется обернуть проволоку вокруг штырьков вилки разъема.Поверните инструмент по часовой стрелке, чтобы начать наматывать провод на квадратный штифт жатки. Другой рукой прижмите провод и штыри жатки. Продолжайте вращать инструмент так, чтобы вся зачищенная проволока обернулась вокруг штифта.
Снимите инструмент со штифта.По завершении изоляция провода должна начинаться с нижней части штифта. Для более прочного и безопасного соединения добавьте припой между проводом и контактом.
Если вам требуется больше соединений на одном и том же контакте, оберните больше проводов вокруг верхней части первого соединения и повторите шаги, описанные выше. Сумма, которую вы можете укладывать, зависит от длины штифта жатки. Попробуйте использовать инструмент для намотки проводов, чтобы обернуть провода вокруг разъемов микроконтроллера, светодиода или резистора для прототипирования.
Удаление витых проводов
Если вам нужно отсоединить провод от штифта, просто используйте другой конец инструмента и поверните его против часовой стрелки.
После того, как проволочная обмотка ослаблена, потяните проволоку от штифта.
Управление проводами
Скручивание проволоки в оплетку
Это хорошая идея, чтобы заплести длинные провода, которые используются в проекте.Есть несколько преимуществ скручивания проводов вместе:
- поддерживает организацию проекта
- предотвращает вытягивание проводов от движущихся частей
- усиливает связь
Ниже приведен пример плетения четырех соединительных проводов вместе для неадресуемого светодиода. Чтобы заплести провода, скрутите пару проводов обеими руками против часовой стрелки между указательным и большим пальцами. В этом случае сначала скручивали зеленый и красный провода.
Скрутите вторую пару проводов против часовой стрелки.
Скрутите пары проводов по часовой стрелке.
После завершения с проводами в вашем проекте будет проще работать. Ниже приведены несколько примеров использования плетеной проволоки в проектах.
Рукава и канатные дороги
Гильзы и кабельные держатели также полезны для дополнительной защиты соединения от движущихся частей. На изображении ниже показаны незакрепленные провода на Shapeoko.
Ниже приведены изображения проводов внутри рукава и держателя кабеля для защиты.
Маркировочный комплекс Электромонтаж
Иногда полезно маркировать провода с помощью стикеров, ленты или маркеров, чтобы отслеживать соединения, используя провода одного цвета, сложную проводку, а также для устранения неполадок в проектах.
Маркированные провода от micro: arcade kit Советы: Дополнительные идеи можно найти по ссылкам ниже.Жгут проводов и руководство по подключению
Подключение любого LS, несомненно, является самым сложным. Большинство строителей знакомы с технологиями изготовления, поиском неисправностей и заменой деталей, чтобы все работало, но электроника поднимается до гораздо более высокого уровня сложности. Электропроводка несет в себе ауру таинственности, которая может вызвать дрожь по спине даже у самых опытных строителей, заставляя их мечтать о простом карбюраторе и распределителе. Если вы попадете в эту группу, не теряйте надежды.В этой главе есть ответы, которые вы ищете, с простыми для понимания инструкциями по подключению LS-подкачки.
Этот технический совет взят из полной книги LS SWAPS: КАК ЗАМЕНИТЬ ДВИГАТЕЛИ GM LS ПОЧТИ ВО ЧТО-НИБУДЬ. Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете.Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://lsenginediy.com/ls-swaps-wiring-harness-and-wiring-guide/
Для модернизации стандартного ремня безопасности требуются знания электрических цепей, навыки пайки и внимание к деталям. Это непростая процедура «подключи и работай», поэтому убедитесь, что вы готовы к этой задаче, прежде чем взламывать жгут проводов.
Двигатели
Gen III / IV оснащены сложными компьютерами, которые контролируют все, от момента и зажигания до подачи топлива и воздуха.На многих двигателях LS даже дроссельная заслонка управляется компьютером; педаль соединена с блоком датчиков, который сообщает дроссельной заслонке, на сколько открывать. Эти системы могут быть ошеломляющими, но главное — работать с одной цепью за раз. Хотя заводские системы, безусловно, адекватны, вторичный рынок полностью принял платформу LS, и определенно существует несколько способов сделать это правильно.
Основы жгута проводов
Если вы забрали двигатель со свалки или другой подержанный автомобиль, вам потребуются все электрические компоненты, которые будут вместе с ним.Повторяю: обязательно все получить. Сюда входят компьютер, жгут проводов, датчик массового расхода воздуха (MAF), кислородные датчики и, если двигатель работает по проводам, модуль управления педалью газа и приводом дроссельной заслонки (TAC). Каждый движок требует использования своего собственного компьютера и проводов, и имейте в виду, что в каждую систему из года в год вносились изменения. Чтобы повторно использовать как можно больше заводских компонентов, вам необходимо получить их все вместе с двигателем. Сопоставление ключевых компонентов, таких как модуль TAC, с блоком управления двигателем может быть непросто без всех деталей, связанных с автомобилем / двигателем, таких как год, марка и модель.
Стандартный жгут может быть использован в качестве замены или может получить «диету из проволоки», отрезав ткацкий станок и удалив ненужные провода. Это отличный способ подробно ознакомиться с электропроводкой двигателя. Однако отслеживание каждого провода может быть немного головной болью.
Независимо от того, используете ли вы ремни безопасности или запасные, чем чище установка, тем лучше. Эта безболезненная Performance PowerBraid защищает провода от истирания и нагрева, сохраняя при этом оригинальный вид.
Фрикционная лента на концах фиксирует тесьму. Обычная изолента подойдет, но убедитесь, что это качественный материал, такой как 3M Super 33. Дешевый материал отваливается.
В каждый комплект P безболезненно входит все необходимое: клеммная колодка, реле и стяжки. Часто вам нужно больше терминалов, чем предусмотрено, поэтому убедитесь, что у вас есть много разных терминалов под рукой. Оптовые терминалы можно заказать прямо в P безболезненно.
Вот завершенная установка подвесной системы LS1 с полным ткацким станком.Это займет некоторое время, но результаты того стоят.
Модернизация стандартного жгута проводов кажется сложной и, возможно, непосильной задачей. На самом деле, это действительно не так уж и сложно. При наличии соответствующих схем и инструкций его можно изменить, чтобы значительно упростить процесс подключения двигателя. Большинство проводов в стандартном жгуте не требуются при модернизации. Серьезно, зачем Камаро 1969 года управление соленоидом продувки испарительного адсорбера? Однако существуют разные мнения о том, что снимать со штатного жгута проводов.
Электромонтаж классического корвета
Крысиное гнездо, спагетти, медный конъюнктивит; называйте это как хотите, но проводка — самый опасный аспект всех автомобильных проектов. Преследуете ли вы гремлинов через 50-летнего выжившего или ремонтируете маслкар, большинству редукторов просто не нравится электромонтаж. Но так быть не должно, ведь есть уловки и подсказки, которые могут превратить кошмар в хорошо выполненную работу. И для этого не требуется диплом инженера-электрика.
Существует два основных типа проектов электромонтажа: ремонт существующей системы или ее замена. С проводами, которым больше 40 лет, часто лучшим решением является полная замена, особенно если автомобиль уже разобран.
Команда Red Dirt Rodz взяла на себя все детали электропроводки этого родстера Corvette 1967 года. Эта машина пришла в магазин, как и многие, в полностью разобранном виде, поскольку неудавшаяся сборка одного человека была продана другому. Хотя оригинальный жгут все еще был там, большинство клемм было сломано, провода были потрескавшимися и корродированными, и это просто не стоило пытаться ремонтировать, особенно учитывая, что автомобиль полностью перестраивался.Всегда приятно начинать с чистого листа. Один звонок в «Безболезненное исполнение», и подвеска уже в пути.
Они могли бы заказать заводскую замену ремня безопасности, который уже заделан и связан, как и заводской ремень, и все находится там, где должно быть для стандартных компонентов. Но это не сработает для этого проекта, поскольку у родстера есть LS1, электронная коробка передач, приборы для вторичного рынка и все новомодные вкусности, которые можно найти в новом автомобиле.Эта ситуация потребовала нового плана с новой маршрутизацией для этой сложной системы проводки.
Инструменты для электромонтажа имеют решающее значение. Использование неуклюжих клеммных обжимов и тупых ножей ничуть не облегчит задачу. Самый важный инструмент при электромонтаже — обжимные клещи. Обжимные соединения часто получают плохую репутацию из-за плохой установки. Правильно сделанный обжим ничем не хуже паяного соединения. Ключ к успеху — клеммы правильного размера и качественные обжимные устройства. Эти дешевые комбинированные инструменты для обжима и полоски никуда не годятся; выкинь их.Они годны только для срочного ремонта. Вам нужен набор хороших обжимных клещей, предназначенных для изолированных клемм. Klein Tools и KD Tools отлично подходят для обжима.
Первый шаг — разобрать жгут и разделить провода на группы.
Спланируйте расположение ремня безопасности перед тем, как сесть в машину.
Очень важно правильно установить клеммы проводов. Устройство для быстрой зачистки действительно ускоряет процесс и является выгодным вложением.
Залог хорошего обжима — качественные обжимные устройства. Эта пара отлично подходит для изолированных клемм, которые используются в этом автомобиле. Они также работают с неизолированными клеммами.
Выберите правильный размер клеммы для провода и вставьте ее в соответствующий набор губок в инструменте. Использование неправильных губок может привести к чрезмерному обжатию (что приводит к поломке клеммы) или недостаточному обжатию (что приводит к ослаблению соединения).
Правильно нанесенный обжим должен выглядеть следующим образом.Изоляция слегка вздута, но не сдавлена. Всегда тяните за провод и клемму, чтобы убедиться, что они не ослаблены.
Затем найдите место, где ремень безопасности со стороны двигателя проходит через брандмауэр. На Corvette мы использовали место стоянки. Будьте осторожны, так как иногда выбранное отверстие выполняет другую функцию.
Блок предохранителей крепится к брандмауэру двумя болтами. Установка блока предохранителей может быть настоящей головной болью; наличие помощника здесь снимает много разочарований.
Металлическая опорная пластина была обрезана, чтобы соответствовать брандмауэру.
Внутри автомобиля связки проводов были разделены на группы и разведены по их местам. Не перерезайте провода, пока не будет проложен весь жгут.
Это система нажатия и запуска безболезненного фантомного ключа, которая включает вход без ключа. Эта система заменяет ключ зажигания на кнопку и включает в себя все реле, которые были установлены под центральной консолью в Corvette.
Провода аварийного выключателя нейтрали и фонаря заднего хода были проложены к переключателю и оканчивались плоскими клеммами. Это делает снятие переключателя передач беспроигрышным. Возможно, вам не нужно его удалять, но если вы это сделаете, это облегчит задачу.
Все основные провода зажигания — провода 12-го калибра. Они питают большую часть электрической системы. Ключом к безопасному подключению является использование провода надлежащего калибра по силе тока. Чем длиннее провод, тем больше должен быть калибр.
Есть два основных провода подачи питания, которые заканчиваются на большом подводящем проводе, который подключается к батарее. Завершите это одной большой клеммой для провода 12-го калибра. Две проволоки с одной стороны меньше, чем основная подающая проволока.
Большинство комплектов безболезненных не имеют цепей заземления. Обычно это не проблема, но с Корветами найти хорошее место может быть нелегко. Используйте жгут заземления для задних фонарей; используйте кольцевые клеммы и первичный провод 14-го калибра для заземления каждого фонаря.
Залог хорошего заземления — надежное соединение. Краску следует удалить с металлической поверхности грунтового участка. Если вы не можете удалить краску, можно использовать звездообразную шайбу, поскольку она врезается в металл при затягивании болта / винта.
Затем прикрутите болтами заземляющий провод к раме, используя точку крепления топливного насоса в качестве точки заземления. Использование одного и того же болта ограничивает количество отверстий в шасси, что позволяет сохранять все в порядке и чистоте.
Затем проложите заземляющий жгут к каждому фонарю. Задние фонари притерли к штифту крепления. При использовании скоростных гаек нужно быть осторожным, чтобы не затянуть их слишком сильно, иначе они отклеятся.
Под капотом отделите каждую группу проводов, как это было внутри автомобиля. Здесь много небольших групп проволоки, поэтому важно брать каждую по отдельности.
По мере того, как каждая группа проводов размещается на двигателе, жгуты начинают сходиться.Хранить каждую группу цепей вместе может быть непросто, так что наберитесь терпения. Самая сложная часть электромонтажа — это планирование.
Выбор правильного размера провода для клеммы имеет решающее значение. Использование слишком большого терминала приводит к слабому соединению. Большинство терминалов имеют цветовую маркировку в зависимости от размера. Красный — самый маленький, подходящий провод калибра 22–18; синий — для провода калибра от 16 до 14, а желтый — для провода калибра от 12 до 10. Все, что больше, продается по размеру, а не по цвету.
Первичный провод обычно представляет собой провод 18 калибра и является наиболее распространенным проводом в жгутах проводов.Провода большего диаметра, которые питают цепи с тяжелым волочением, обычно имеют калибр от 14 до 12.
Длина провода в наборах P безболезненная работа немного больше, чем у стандартного; Первичные провода — 16-го калибра, а 12-го калибра — для тяжелых предметов, таких как фары.
Открыть коробку и увидеть несколько тысяч футов проволоки может быть страшно. Не бойся. Это не так уж и плохо; просто будьте терпеливы. Первый шаг — достать все это из коробки и разложить на скамейке или полу. Разделите все связки.Безболезненные комплекты поставляются предварительно собранными по всем основным группам: двигатель, приборная панель и хвостовое оперение. Оттуда они разделены на подкатегории.
Другой компонент, используемый в проводке поколения III / IV, — это терминал Weather Pack и Metri-Pack. Это небольшие булавки, для обжима которых требуются специальные инструменты. Они используются в каждом разъеме двигателя последней модели. Большинству строителей не нужно заниматься разборкой и сборкой терминалов, но если вы модернизируете стандартную обвязку, вам придется это делать.
Компоненты терминалов MetriPack или Weather Pack — это корпус из молекса или нейлона, силиконовое уплотнение для проводов и клеммы.Корпуса имеют индивидуальную форму; вы должны убедиться, что у вас есть правильные мужские и женские компоненты. Клеммы иногда могут быть специфичными для корпуса.
Это обжимные клещи, используемые для клемм. Они доступны во многих конфигурациях, и большинство из них имеют фиксаторы с храповым механизмом для завершения обжима.
Клеммы необходимо обжать дважды: один раз на неизолированном проводе и один раз на силиконовой изоляции. Перед обжимом убедитесь, что вы пропустили провод через силиконовый чехол.
Каждый тип клемм имеет разные типы контактов. Все стили фиксируются в корпусе вилки с помощью пружинных замков, встроенных в сам терминал. Разблокировать их может быть сложно; Хитрость заключается в том, чтобы разблокировать его с помощью небольшой отмычки или развернутой канцелярской скрепки. Каждый терминал использует свое место блокировки.
Порт DLC или OBDII является обязательным для любой замены LS, и его часто упускают из виду при дооснащении стандартного ремня безопасности. Убедитесь, что вы взяли жгут проводов от машины-донора.Если вы этого не сделаете, вам придется вернуться на склад или рискнуть на eBay. (Фото любезно предоставлено Street & Performance)
Это хорошо для типичного проекта, но может быть несколько проводов, которые нужно переместить в другую секцию. Пришло время перенаправить любые провода. Попав в машину, это становится намного сложнее. Обойдите каждый провод и его местоположение и проверьте машину. Например, если вы устанавливаете электрический топливный насос под капотом, вам необходимо изменить прокладку этого провода, как это обычно находится в хвостовой части.
Все комплекты проводки безболезненно обеспечивают только силовую часть цепи. За исключением нескольких ситуаций, вы должны обеспечить все заземляющие соединения. Хотя это, как правило, простая вещь, Корветы требуют некоторой дополнительной предусмотрительности, поскольку стекловолокно не является хорошим основанием. Компания «Безболезненная производительность» продумала этот вопрос заранее, и они предлагают комплект заземления, который идет с проводом и несколькими клеммными колодками, чтобы обеспечить несколько цепей заземления там, где они вам нужны.
Подключение всей машины требует планирования, времени и большого терпения.Если вы обнаружите, что разочаровываетесь в каком-то конкретном разделе, встаньте и уйдите на минуту. Начинающий строитель должен быть в состоянии выполнить замену основного жгута проводов за три-четыре дня. Чем больше схем и сложностей, таких как EFI, аудиосистемы и т. Д., Тем больше времени на это потребуется. Но если вы не торопитесь и спланируете расположение всех проводов, прежде чем что-либо разрезать, ваш проект проводки будет выглядеть и работать отлично.
Привязки для вторичного рынка
Все данные о разъемах и реле (страницы 87–91) показывают, что можно сделать с жгутом проводов LS1.Распиновка для более поздних моделей приведена на страницах 81–82, но каждый компьютер и двигатель предъявляют разные требования, чтобы обеспечить их работоспособность. Электроприводные двигатели и двигатели с регулируемым объемом двигателя усложняют эту задачу.
Предварительно сделанный дооснащенный жгут проводов, как правило, является лучшим решением для любой замены Gen III / IV. Это возлагает всю ответственность на техников, которые проверили каждую привязь и гарантируют ее правильность. Простая перекрещенная проволока может поджарить стандартный компьютер, сделав его бесполезным.Кроме того, покупка жгутов проводов на вторичном рынке также дает возможность получить доступ к технической помощи по устранению неполадок. Если у вас возникнут проблемы с ремнями безопасности, просто позвоните в техническую службу, чтобы они заработали и сэкономили драгоценное время и деньги и, возможно, сломанный компьютер.
В современных трансмиссиях все электронное, поэтому важно правильно заземлить трансмиссию. Подойдет простой плетеный ремешок заземления к каркасу. Это также помогает уменьшить электролиз в системе охлаждения.(Фото любезно предоставлено Street & Performance)
Тело тоже нужно заземлить. Соскребите краску с металла в точке заземления или используйте звездчатую шайбу для прочного контакта. (Фото любезно предоставлено Street & Performance)
Некоторые жгуты проводов LS включают блок предохранителей под капотом. Закрепите его в удобном месте. Если вы используете послепродажный жгут без блока предохранителей, убедитесь, что провода питания надежно предохранены. (Фото любезно предоставлено Street & Performance)
Каждый раз, когда проводка проходит через корпус, требуется втулка.Это защищает проводку от трения о корпус, причинения земли и возгорания.
Эти провода являются штатными разъемами зажигания для большинства автомобилей GM. Большие фиолетовые провода соединяют реле со стартером. Это самый быстрый способ подключить замок зажигания автомобиля к стартеру LS.
Быстродействующий характер привязи для вторичного рынка в сочетании с ее относительной доступностью делает ее лучшим вариантом, к тому же она в целом выглядит лучше, чем взломанная стандартная привязь.Также следует учитывать, что многие заводские привязи довольно старые. С возрастом проводка становится хрупкой и корродированной. Жгуты послепродажного обслуживания полностью новые, так что своп продлевает срок службы проводов. Также невозможно узнать, были ли компьютер и жгут сняты осторожно или выдернуты, что может привести к повреждению проводов и разъемов.
Заказ привязи
Большинство жгутов послепродажного обслуживания имеют схожие соединения; их разделяют тонкости отделки и общий вид.Многие ремни послепродажного обслуживания остаются в незакрепленном виде, то есть без каких-либо ткацких станков или оберток на проводах. Некоторые провода сгруппированы вместе для их размещения на двигателе, например, жгуты топливных форсунок, но это пока что. Это оставляет вам возможность покрыть жгут для окончательной отделки.
Некоторые жгуты вторичного рынка группируют каждый комплект проводов вместе, как они находятся на двигателе, и завершают работу ткацким станком или лентой, что делает его чистой, готовой к установке. Если какой-либо из стандартных компонентов был изменен или перемещен в другое место, ремни безопасности, возможно, придется изменить, так что об этом следует подумать перед заказом.
Чтобы убедиться, что вы приобрели подходящие ремни безопасности послепродажного обслуживания, перед размещением заказа необходимо учесть несколько моментов. Во-первых, определите двигатель и компьютер, автоматическая это или ручная коробка передач, и если конкретная трансмиссия управляется электроникой.
Автоматика старого образца, такая как Th450, и руководства, такие как Muncie M22, не имеют электронного управления, но автомат 4L60E имеет электронное управление. Это важно, потому что он должен быть подключен к компьютеру.Датчик массового расхода воздуха может быть трех- или пятиконтактным (обязательно получите эту информацию от автомобиля-донора).
Также важно определить, является ли корпус дроссельной заслонки проводным или проводным.
Тип топливной форсунки — это последняя информация о компонентах, которая вам понадобится. Существует три типа: инжектор STD старого образца (с большим металлическим зажимом для тюка), инжектор Т-образного типа (в котором используется заглушка Delphi 45) и инжектор Flex Fuel (также известный как Z-образный инжектор). ).Двигатели LS работают по принципу plug-and-play, поэтому установить жгут довольно просто.
Манометры
После того, как двигатель подключен, все еще остаются эти надоедливые маленькие аксессуары, такие как датчики, которые необходимо подключить. Поскольку оригинальные автомобили очень сильно зависели от компьютерной системы, все датчики проходили через компьютер. Хотя это нормально для Corvette 1999 года, большинство старых маслкаров требуют значительных модификаций, чтобы модернизировать датчики с компьютерным управлением последней модели.
Для каждого двигателя с электроприводом требуется собственная педаль, корпус дроссельной заслонки и, возможно, модуль TAC. Это комплект LS2 для GTO. Небольшая коробка в правом нижнем углу — это модуль управления коробкой передач (TCM). (Фото любезно предоставлено Street & Performance)
Большинство жгутов послепродажного обслуживания являются полностью автоматическими: просто подключите их, сделайте четыре проводных соединения и, теоретически, запустите двигатель. Однако перед заказом узнайте особенности вашего двигателя и трансмиссии, поскольку существует множество вариантов.Неподвешенный жгут позволяет перенаправить любые провода к компонентам, которые могли быть перемещены.
Есть три типа топливных форсунок. Слева: Z-стиль с гибким топливом, STD старого образца и Delphi 45 T. Двигатели с гибким топливом имеют Z-образный стиль, а два других использовались годами, марками и моделями. (Фото любезно предоставлено Street & Performance)
Даже корпуса дроссельной заслонки с кабельным управлением имеют провода. Датчик положения дроссельной заслонки и датчик массового расхода воздуха должны быть подключены.Датчик массового расхода воздуха устанавливается непосредственно перед корпусом дроссельной заслонки. Его можно перемещать с помощью колен и других компонентов впускного трубопровода. Существует три типа датчиков массового расхода воздуха: трехконтактный, пятиконтактный и типа LS7. Они не взаимозаменяемы без изменений ECM. (Фото любезно предоставлено Street & Performance)
Дроссельная заслонка по кабелю наиболее совместима со старыми передачами, потому что кронштейны уже есть для кабеля кикдауна или телевизионного кабеля. (Фото любезно предоставлено Street & Performance)
Спидометр с тросовым приводом не годится, если к нему подключен провод VSS; тахометр 1965 года выпуска тоже не работает.Особые соображения, которые необходимо сделать, чтобы передать информацию от двигателя водителю.
Тахометр
Тахометры — это простые датчики, измеряющие обороты двигателя в минуту. Хотя они и не являются абсолютно необходимыми, они особенно полезны, особенно в автомобилях с механической коробкой передач. Если вы ведете машину агрессивно, вам нужно знать, насколько сильно работает двигатель.
Комплекты катушек для двигателей Gen III / IV очень хороши с завода, поэтому нет необходимости их заменять.Их процент отказов очень низок. Вам будет сложно найти дилера, который видел какие-либо неисправные катушки. (Фото любезно предоставлено Street & Performance)
Для получения сигнала тахометра на старый стоковый тач нужен переходник. Сигнал модулируется с другой скоростью, чем у типичного тахометра V-8. Сигнал LS необходимо преобразовать в стандартный сигнал с помощью модуля. Эти модули доступны в Dakota Digital. Их модуль SGI-8 преобразует сигнал тахометра в различные настройки, такие как 4- или 6-цилиндровый.Сигнал тахометра, поступающий от LS1, представляет сигнал 4-цилиндрового двигателя. Поэтому заводской 6- или 8-цилиндровый тахометр должен использовать этот модуль, чтобы считывать правильный сигнал и отображать правильные показания.
Программируемые тахометры, такие как AutoMeter или VDO, не нуждаются в этом модуле, поскольку они могут быть настроены на считывание сигнала тахометра с 4 цилиндров.
Спидометр
С трансмиссией с электронным управлением электронный спидометр может получать сигнал от системы VSS через компьютер, а спидометр послепродажного обслуживания может получать прямой сигнал от системы VSS.Если стандартный спидометр с тросовым приводом используется с коробкой передач последней модели, трансмиссия должна быть адаптирована для работы с тросом.
Слева направо: воздушный фильтр K&N, трехконтактный датчик массового расхода воздуха, колено 90 градусов с трехконтактным датчиком массового расхода воздуха и пятиконтактный датчик массового расхода воздуха. (Фото любезно предоставлено Street & Performance)
Если у вас карбюраторный двигатель LS и электронная трансмиссия последней модели, вам понадобится контроллер трансмиссии. Этот контроллер 4L60E / 4L80E от TCI обеспечивает точное управление и надежное переключение электронных автоматических коробок передач.
Для OEM трансмиссий 4L60E и T56 это не большая проблема. Street & Performance предлагает замену задних валов с тросовым приводом. Большинство трансмиссий на вторичном рынке уже имеют кабельный привод.
Маслоотправочная установка
Маслообрабатывающий агрегат также требует адаптации. Перепускной штуцер масляного радиатора на масляном поддоне прямо над масляным фильтром — идеальное место для установки штуцера давления масла для передающего устройства. В зависимости от конкретного двигателя выберите один из трех вариантов байпасного фитинга: фитинг с отверстиями и резьбой; штуцер глухой бобышки, в котором можно просверлить и нарезать резьбу; или верхний купол.
Хотя это не является строго частью проводки, вам понадобятся адаптеры датчиков, подобные этим, если вы планируете иметь какой-либо вид контроля двигателя, который не подключен к ECM. Слева направо: адаптеры температуры охлаждающей жидкости, давления масла на блоке и перепуска масла. (Фото любезно предоставлено Street & Performance)
В двигателях Corvette 1997–2004 годов на заводе имеется трубная резьба 1/4 дюйма с просверленной и нарезанной резьбой, а у поддонов F-Body 1998–2002 годов имеется выступ, но он не имеет отверстий и резьб.Двигатели 2005 г.в. имеют куполообразную крышку без выступа. Любой из них может быть использован. Если вам нужно просверлить фитинг и нарезать резьбу, просто просверлите его и постучите по резьбе, соответствующей размеру резьбы, необходимому для фитинга маслостанции. Вы также можете использовать отверстие с резьбой 16 мм за впускным коллектором с адаптером, который преобразуется в резьбу 1 / 8-, 1 / 4-, 3 / 8- или 1/2 дюйма NPT для узла подачи давления масла. .
Электропроводка
Система «drive-by-wire» — потенциально сбивающая с толку часть преобразования проводки.Для каждого двигателя, использующего систему электродистанционного управления, требуется определенная педаль, корпус дроссельной заслонки и, в некоторых случаях, модуль TAC. В большинстве случаев компоненты с электронным управлением не взаимозаменяемы. Педаль, модуль TAC и корпус дроссельной заслонки должны оставаться с двигателем, чтобы он работал должным образом. Единственными взаимозаменяемыми компонентами являются модули грузовика Vortec, но также необходимо изменить программирование в компьютере. Существует несколько различных пакетов компонентов, которые различаются в зависимости от автомобиля.
Corvette 1997–2004 годов использует педаль и отдельный модуль TAC для управления конкретным корпусом дроссельной заслонки.В 2005 году General Motors перешла на педаль с электроприводом, в которой датчик TAC был встроен в педаль, поэтому для замены необходимы только педаль и корпус дроссельной заслонки. То же самое касается GTO 2005–2006 годов, в котором используется особая конфигурация GTO с педалью. В грузовиках Chevy SSR используется специальная педаль с электроприводом с модулем TAC. Cadillac CTS-V использует педаль и модуль TAC до 2004 года, тогда как на педаль он перешел только в 2005-м. Trailblazer 2007 года использует только педаль и отличается от остальных грузовиков.
Грузовые автомобили Vortec с регулируемой педальной системой не подходят и должны быть адаптированы для использования с двигателями переоборудования. В этих грузовиках используется педаль с электроприводом, установленная на движущейся платформе, которая регулируется в соответствии с ростом водителя. Конечно, вы можете просто заменить его на корпус дроссельной заслонки с тросовым приводом или карбюраторную установку для одного из этих двигателей.
Педали грузовиков и модули ТАС очень сбивают с толку; Казалось, General Motors за эти годы сделала много разных вещей с грузовиками.Электронный привод был впервые доступен на грузовиках в 1999 году, и было много разных педалей с модулями TAC и без них. Вот почему так важно заблаговременно получить все комплектующие из транспортного средства-донора. Если вы не нажали педаль (не все думают, что нужно хватать педаль газа при замене двигателя), вы можете приобрести ее у любого дилера GM, на складе утилизации или даже в нескольких магазинах послепродажного обслуживания, но вам нужны все подробности для ваш конкретный двигатель и ECM.
Особый автомобиль: Volvette — Volvo
с двигателем Corvette
Фотографии любезно предоставлены Дугом Стриклером
Этот Volvette начинал как ежедневный водитель отца Дугласа Стриклера, Дейла Стриклера.Он много лет был заядлым энтузиастом Volvo. Когда Дейл скончался в 1999 году, остальные члены семьи Стриклер решили отдать Дугу Volvo 740 Turbo Wagon 1989 года выпуска. Побывав у Volvo в течение многих лет, Дуг начал экспериментировать с универсалом, модифицируя стандартный 4-цилиндровый двигатель с турбонаддувом.
В конце концов, Дуг не смог добиться гораздо большей производительности, не вложив в нее много дополнительных денег, поэтому он решил сменить силовые установки и установил LS1. Надежность, простота использования и явно более крупный рынок запасных частей были частью его решения.Конечно, на фургоне все еще были значки «турбо», и Дуг решил, что нет причин отказываться от них. Сборка шла, и Дуг определенно был занят.
Установка LS1 в шасси Volvo была самой сложной частью всего обмена. Крепления двигателя были изготовлены вручную вместе с полностью кастомной поперечиной, изготовленной из листовой стали толщиной 1/8 дюйма.
Уловка при изготовлении нестандартных опор двигателя заключается в том, чтобы подвесить двигатель над рамой там, где вы хотите, чтобы он находился.Это можно сделать, установив двигатель на подъемнике и установив блоки под двигатель, чтобы закрепить его. Подъемник поддерживает большую часть веса.
Другой вариант — использовать пластиковый блок двигателя от Pay-R. Эти легкие пластиковые двигатели имеют точные размеры и являются отличным способом безопасного размещения опор двигателя при индивидуальной установке.
Двигатель должен был откинуться как можно дальше к брандмауэру, чтобы дать возможность турбинам освободиться. Поперечина трансмиссии была построена аналогичным образом из листовой стали толщиной 1/8 дюйма.
Как энтузиаст турбо-двигателей, Дуг решил, что если один хорош, то два лучше, поэтому он выбрал пару турбин Garret T4 с 60-уравновешенной отделкой, чтобы обогнать LS1. Дуг построил все на Volvo, а Carolina Auto Masters настроил его.
В настоящее время Дуг водит машину ежедневно и расходует 30 миль на галлон на шоссе. Volvo развивает 544 л.с. на задних колесах и не имеет проблем с управляемостью. Для поддержки турбин топливный насос Aeromotive A1000 питает 42-фунтовые топливные форсунки.
Чтобы устранить проблемы с дополнительным приводом, Дуг построил свою собственную систему.Часть кронштейнов турбонагнетателя выполняет функцию крепления привода вспомогательных агрегатов. Этот своп почти такой же индивидуальный, как и они; было использовано очень мало запчастей, и все было сделано на заказ.
T56 соединен с производительной задней частью Ford 8.8 с 9-дюймовыми 32-шлицевыми осями Strange, поясами подшипников и шестернями 4,10: 1. Дуг говорит, что ему нравятся глубокие передачи, потому что выходная мощность достаточно велика, чтобы автомобиль двигался так быстро, как он хочет, и это позволяет ему переключать передачи немного меньше. Volvette преодолел четверть мили до 11-секундной отметки.Неплохо для покупателя бакалеи.
Написано Джефферсоном Брайантом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Audi B6 A4 1.8T Замена фланца охлаждающей жидкости — Настройка ECS
Фланец охлаждающей жидкости, расположенный в задней части головки блока цилиндров Audi 1.8T, является источником нескольких распространенных утечек охлаждающей жидкости.Сделанный из пластика, он крепится к головке двумя шпильками с резьбой. Помимо удержания фланца охлаждающей жидкости на месте, шпильки поддерживают пару кронштейнов для трубок, включая стойку для масляной магистрали турбонагнетателя.
• Фланец подает охлаждающую жидкость к двум шлангам охлаждающей жидкости и вмещает датчик температуры охлаждающей жидкости. Датчик температуры охлаждающей жидкости удерживается U-образным пластиковым фиксатором и закрывается уплотнительным кольцом.
• Нижний шланг охлаждающей жидкости имеет встроенное уплотнительное кольцо. Шланг надвигается на шейку нижнего фланца и защелкивается на месте, удерживаясь металлическим пружинным зажимом, который входит в стыковочные канавки в шейке и фланце шланга.
• Вот вид под прямым углом того же фланца охлаждающей жидкости, показывающий два монтажных отверстия для шпилек головки. Обратите внимание на коленчатый шланг справа. Этот шланг соединяет фланец со стальной трубкой охлаждающей жидкости.
• Потратьте дополнительное время на очистку сопрягаемой поверхности в задней части головки блока цилиндров, где крепится фланец. Для надлежащего уплотнения уплотнительное кольцо фланца должна иметь чистую плоскую поверхность.
Инструмент для пружинных зажимов упрощает снятие и установку пружинных хомутов для шлангов.Присоедините инструмент и сожмите ручку до фиксации, чтобы расширить зажим. Это оставляет обе руки свободными, чтобы снимать и надевать зажим.
Правильная смесь чистой охлаждающей жидкости и дистиллированной воды необходима для адекватной защиты от замерзания / кипения и химической защиты от ржавчины, коррозии и вредных отложений. Рефрактометр — самый точный инструмент для измерения соотношений смесей.
Заправку системы охлаждения можно выполнить без специальных инструментов, но мы предпочитаем вакуумный заправочный инструмент.Просто вставьте резиновый конус инструмента в горловину кувшина с охлаждающей жидкостью и подключите инструмент для подачи воздуха в магазин. Переключите клапан, чтобы создать разрежение в системе, затем переведите клапан в положение «наполнение» и позвольте разрежению в системе всасывать свежую предварительно смешанную охлаждающую жидкость в систему из контейнера.
Состав набора
Ваш комплект фланца охлаждающей жидкости с охлаждающей жидкостью ( ES2602886 ) включает: новый фланец охлаждающей жидкости с уплотнительным кольцом; шпильки крепления; датчик температуры охлаждающей жидкости двигателя с уплотнительным кольцом и пластиковым фиксатором, а также две кварты чистой охлаждающей жидкости.
Мы перечислили сопутствующие дополнительные элементы, доступные отдельно, и рекомендуем их для ремонта без утечек. К ним относятся два шланга, прикрепленные к фланцу, и емкость для промывки системы охлаждения. Если вы заменяете фланец охлаждающей жидкости из-за утечки, ожидайте, что вы обнаружите один или оба шланга по истечении срока их службы.
Вы также можете обнаружить неприятное скопление шлама и ржавчины в системе, как мы это сделали, так что будьте готовы, особенно если система была запущена.
Примечание. В зависимости от того, была ли ваша машина раньше разнесена, вам может потребоваться приобрести один или несколько червячных хомутов разных размеров для выполнения этой работы.
Под машиной — Шаг 1
• Снимите герметичную крышку расширительного бачка.
• Поднимите автомобиль и снимите поддон.
• Слить охлаждающую жидкость.
• Откройте штуцер для удаления воздуха в основании нижнего шланга радиатора (стрелка), повернув его против часовой стрелки до тех пор, пока охлаждающая жидкость не потечет свободно. (см. следующий слайд)
Под автомобилем — Шаг 2
Возможно, вам понадобятся плоскогубцы, чтобы повернуть сливную пробку, если она застряла. Если он действительно застрял и кажется, что он может сломаться, вы можете потянуть зажим на датчике температуры (стрелка) и снять его, чтобы слить охлаждающую жидкость.Замените уплотнительное кольцо датчика, если вы выберете этот маршрут.
Чтобы не пролить охлаждающую жидкость полностью, присоедините к выпускному патрубку слива гибкий пластиковый шланг при открытии сливного крана. Это направит поток охлаждающей жидкости к уловителю, как мы это делаем здесь.
Закройте слив, когда поток прекратится. Подойдет под руку.
Под капотом — Шаг 3
Фланец охлаждающей жидкости расположен в задней части двигателя, на задней вертикальной поверхности головки блока цилиндров (место указано нашей стрелкой).
Очевидно, нам нужно удалить несколько предметов, чтобы добраться до него.
Под капотом — Шаг 4
Поверните каждый из трех фиксаторов косметического кожуха с крестообразными пазами на четверть оборота, чтобы освободить их; снимите крышку.
Под капотом — Шаг 5
К компонентам, которые необходимо снять с правой стороны двигателя, относятся: две металлические трубки, маслопровод турбонагнетателя и металлический теплозащитный экран.
Мы выделили их общее местоположение синим цветом.
Под капотом — Шаг 6
• Ослабьте хомуты на концах вентиляционной трубки картера.
• Используя отвертку 5 мм, снимите болты с шестигранной головкой, крепящие трубку к крышке клапана.
• Отсоедините клапан от шлангов с обоих концов и снимите его.
Под капотом — Шаг 7
Вытащите жгут кислородного датчика из фиксатора на тепловом экране.
Под капотом — Шаг 8
Используйте короткую головку на 8 мм и трещотку, чтобы вывернуть четыре фиксирующих болта с нижней стороны теплозащитного экрана.
Под капотом — Шаг 9
Снимите тепловой экран.
Под капотом — Шаг 10
Снимите болты с шестигранной головкой, крепящие трубку комбинированного клапана / продувочную линию к крышке клапана.
Под капотом — Шаг 11
Снимите зажимы со шланга на комбинированном клапане и со шланга на линии продувки рядом с ним (стрелки). В нашем автомобиле уже установлены червячные хомуты, у вас могут быть заводские хомуты обжимного типа, которые необходимо отрезать и заменить.
Под капотом — Шаг 12
Отсоедините трубки и шланги.
Под капотом — Шаг 13
Отсоедините вакуумный шланг от комбинированного клапана.
Под капотом — Шаг 14
Используя шестигранный ключ на 5 мм, открутите блок комбинированного клапана с задней части головки.
Под капотом — Шаг 15
Обратите внимание на расположение болтов комбинированного клапана и тонкой штампованной металлической прокладки.Прокладка легко соскользнет, поэтому не роняйте ее за двигатель при снятии (или установке) клапана.
Под капотом — Шаг 16
Когда комбинированный клапан не используется, мы видим фланец в задней части головки блока цилиндров. Имеются множественные утечки охлаждающей жидкости, и все покрыто коркой охлаждающей жидкости.
Как видите, здесь он плотно прилегает, межсетевой экран и двигатель отделяют всего несколько дюймов.
Под капотом — Шаг 17
Вместо того, чтобы бороться с электрическим разъемом датчика температуры охлаждающей жидкости в тесноте, вытащите пластиковый фиксатор с помощью кирки или отвертки и вытащите датчик из фланца, проводки и всего остального.
Под капотом — Шаг 18
Если вы потянете датчик вверх, его будет легче отключить. Нажмите на фиксатор и одновременно потяните, чтобы отделить черный электрический разъем от датчика.
ВНИМАНИЕ: Осмотрите электрические контакты внутри разъема на предмет коррозии. При необходимости очистите спреем для очистки контактов. Это датчик с высоким приоритетом, и соединение должно быть хорошим.
Под капотом — Шаг 19
Если вы повторно используете нижний шланг, потянитесь вниз и вытяните металлический зажим из пластикового кольца до упора.Отсоедините шланг от фланца.
Используя накидной гаечный ключ на 10 мм, снимите две гайки на 6 мм со шпилек фланца.
ПРИМЕЧАНИЕ. Стопорные гайки фиксируют опорные кронштейны трубок вверху и внизу. Фланец не сдвинется с места даже после снятия обеих гаек. Шпильки нужно снимать отдельно.
(Дополнительную фотографию см. На следующем шаге.)
Под капотом — Шаг 20
Вот снимок банка, сделанный с помощью зеркала, чтобы вы могли видеть стопорную гайку на шпильке фланца.Показанный здесь нижний кронштейн поддерживает трубку турбонагнетателя.
Есть еще одна аналогичная гайка на шпильке верхнего фланца, которая удерживает скобу продувочного трубопровода.
Под капотом — Шаг 21
Прежде чем мы сможем снять кронштейн масляной трубки со шпильки нижнего фланца, нам нужно удалить два стопорных болта, крепящих масляную трубку к боковой части двигателя. Снимите их с помощью шестигранной отвертки на 6 мм и трещотки (стрелка).
Когда трубка свободна, вы можете сдвинуть трубку назад достаточно далеко, чтобы ее опорный кронштейн соскочил со шпильки нижнего фланца.
Снимите верхнюю гайку и снимите верхний кронштейн со шпильки.
Под капотом — Шаг 22
Переместитесь к левой стороне фланца. Проведите по длинной металлической трубке охлаждающей жидкости назад к резиновому шлангу (стрелка), который соединяет трубку с фланцем охлаждающей жидкости.
Отсоедините шланг от фланца.
Под капотом — Шаг 23
Старый шланг изношен, и сжатие большим и указательным пальцами говорит нам, что он стал мягким в месте вздутия, указанном нашими стрелками.
Примечание. Это еще один случай, когда вам может потребоваться приобрести новый червячный зажим для замены заводского зажима после того, как вы его отрезали (стрелка вправо).
Под капотом — Шаг 24
Теперь мы можем открутить фланец и снять его. Гаечным ключом на 10мм откручиваем обе резьбовые шпильки и вытаскиваем фланец.
Примечание: Нижний шланг на нашей машине протекал так сильно, что мы просто наделили резину и сняли ее, оставив муфту на фланце.
Ух.Один взгляд внутрь фланца говорит нам о том, что эту систему необходимо промыть, чтобы удалить эти тяжелые отложения.
Под капотом — Шаг 25
Кувшин с охлаждающей жидкостью рассказывает аналогичную историю. Снимаем с машины и промываем садовым шлангом.
Под капотом — Шаг 26
Предварительно установим нижний шланг на фланец. Работа на верстаке значительно упрощает установку новой соединительной муфты на фланец до тех пор, пока хомут не встанет на место.
Если вы повторно используете старый шланг, вам нужно будет выполнить это соединение после установки фланца на двигатель.
Под капотом — Шаг 27
Мы также предварительно установим датчик температуры охлаждающей жидкости.
Наденьте новое уплотнительное кольцо на датчик температуры охлаждающей жидкости. Затем вставьте датчик во фланец так, чтобы можно было полностью вставить пластиковый фиксатор, как показано.
Вставьте шпильки с гайками в монтажные отверстия.
Под капотом — Шаг 28
Очистите место крепления фланца.
Установить сборку. Вручную проденьте обе гайки через отверстия фланца в головке. Поочередно затяните оба, чтобы равномерно зажать фланец.
Вставьте разъем датчика до фиксации.
Установите оба кронштейна на шпильки с гайками и закрепите их гайками 6 мм.
См. Рисунок на стр. 2, если вам нужно напомнить расположение компонентов.
Завершение работы
Теперь вы можете приступить к повторной сборке ранее снятых деталей.
Вот несколько дополнительных предложений, которые могут облегчить работу и предотвратить проблемы в будущем.
Промывка
Если внутренняя часть вашей системы охлаждения выглядит так, найдите время, чтобы промыть ее химическим очистителем. (Промывка системы охлаждения DEI доступна в ECS Tuning — ES2608077)
Смешайте свежую охлаждающую жидкость с дистиллированной водой, которую можно купить в большинстве продуктовых магазинов.Для достижения наилучших результатов используйте конечное соотношение антифриза и воды 50/50.
Использование дистиллированной воды помогает предотвратить проблемы, вызванные минералами в водопроводной или колодезной воде, которые оседают и превращаются в твердую накипь. Заполнение Мы упоминали инструмент для вакуумного заполнения на стр. 4. Видите, как он всасывает шланги, создавая вакуум внутри системы охлаждения?
Заполнение системы таким образом устраняет необходимость «отрыгивать» систему, чтобы удалить застрявшие воздушные карманы.
Заполнение и удаление воздуха У вас нет вакуумного наполнителя? Тогда вам придется делать это по старинке.
Заполните систему через переливную емкость. Запустите двигатель и установите обогреватель в положение HOT. Взломайте штуцер для удаления воздуха на трубке охлаждающей жидкости (стрелка), чтобы «отрыгнуть» захваченный воздух из трубопровода.
Дайте двигателю поработать на несколько повышенных оборотах, пока нагреватель не станет горячим.
Дайте машине остыть, прежде чем снимать герметичную крышку, затем долейте охлаждающую жидкость до отметки максимального уровня.
Audi B6 A4 1.8T Замена фланца охлаждающей жидкости
Фланец охлаждающей жидкости в задней части Audi 1.Головка блока цилиндров 8T является источником нескольких распространенных утечек охлаждающей жидкости. Сделанный из пластика, он крепится к головке двумя шпильками с резьбой. Помимо удержания фланца охлаждающей жидкости на месте, шпильки поддерживают пару кронштейнов для трубок, включая стойку для масляной магистрали турбонагнетателя.
КУПИТЬ СЕЙЧАСИзготовление собственных кабелей для аккумуляторов
Инструмент низкого качества — гидравлический обжимной инструмент для портовых грузовых перевозок
После многих запросов я добавил свой опыт работы с гидравлическим обжимным устройством Harbour Freight.Я могу резюмировать это двумя словами: очень плохой … .. Читайте дальше, если хотите , почему стоит за моим обзором…. (подмигивает)
Давайте не будем неправильно истолковывать мой обзор выше. Нельзя сказать, что китайцы не могут делать что-то правильно, они определенно могут , и они делают каждый день , но когда вы отправляете товары участникам, предлагающим самую низкую, самую низкую цену, вы часто получаете то, за что платите, поскольку это случай здесь.
Этот инструмент стоил 59,99 доллара и примерно столько же стоил гофрокороб для его доставки.Иди на цифру ..
Давайте поговорим об открытии, мне нравится Harbour Freight Tools, для некоторых вещей . Я никоим образом не осуждаю их продукцию… Недавно я купил коробки нитриловых перчаток за 1/3 от того, за что я могу их купить в моем местном хозяйственном магазине, и они были того же самого бренда. Мне нравятся их наборы гаечных ключей, потому что я теряю много гаечных ключей и считаю их одноразовыми. HFT хорош для многих вещей , и они действительно служат цели. Вы не можете отнять у них этого.
Однако этот инструмент не принадлежит их лучшим продуктам.
1- Размеры кристалла, по-видимому, взяты из мифического китайского стандарта для подсобных помещений. Это матрицы размером , а не AWG. Я повторяю, это матрицы размером , а не AWG, несмотря на то, что они обозначены как таковые. Это не только лжет , это наглая лжет . Они такие плохие и так неправильно маркированы, я подозреваю, что какая-то бедняжка в грязной темной комнате без подключения к Интернету на самом деле сделала это после жалоб клиентов из США о том, что матрицы не имеют размера AWG?
2- Очевидно, что в более ранних моделях этого инструмента они изначально были обозначены в стандарте MCM.Теперь я вижу встречу в HFT tools; « О да, мы можем исправить это, просто перемаркировав матрицы MCM в AWG. “. Извините, HFT, это не так …
3- Даже если вы обнаружите исправную матрицу, она имеет тенденцию выпадать из инструмента в трюм. Мой инструмент / матрицы — , слегка магнитные, , но не настолько близко, чтобы не допустить выпадения и потери штампа. HFT не даст вам замены и . Пробовал ..
4- Матрицы ужасно обработаны , даже если они обработаны по мифическому стандарту изготовленной проволоки …
5- Может кто-нибудь ПОЖАЛУЙСТА, сказать китайцам, что в реальном мире НЕТ ТАКОГО провода AWG как 7 GA …….. Черт возьми!
Как заменить прокладку головки
Прокладка головки блока цилиндров — это уплотнение, расположенное между блоком цилиндров и головкой блока цилиндров. Двигатель с рядным расположением цилиндров будет иметь одну головку блока цилиндров, поскольку цилиндры расположены по прямой линии вдоль блока цилиндров. Это верно для многих 4-, 5- и 6-цилиндровых двигателей. Двигатель с V-образной формой, такой как V6 или V8, будет иметь две головки блока цилиндров, по одной на каждый ряд. Двигатель V6 будет иметь по 3 цилиндра на каждом ряду.
- Примечание : Ремонт прокладки головки блока цилиндров требует значительных усилий даже на двигателях меньшего объема.
Попросите профессионала определить необходимость ремонта прокладки головки блока цилиндров с помощью официального тестирования. Этот ремонт слишком интенсивен, чтобы его можно было проводить без причины, и при неправильном выполнении он может принести гораздо больше вреда, чем пользы.
Для V-образной конструкции правильную опору необходимо обслуживать, если не ремонтировать обе одновременно.
- Предупреждение : Всегда соблюдайте правила техники безопасности при работе с автомобилем, чтобы избежать травм. При работе с моторным маслом, охлаждающей жидкостью и деталями автомобиля надевайте рекомендованное защитное снаряжение, включая перчатки и защитные очки.
Часть 1 из 4: Сбор информации и материалов
Необходимые материалы
- Считыватель кода (дополнительно)
- Емкости для старого моторного масла и охлаждающей жидкости
- Комплект прокладок ГБЦ
- Поддоны
- Охлаждающая жидкость двигателя
- Масло моторное
- Масляный фильтр двигателя
- Термостат двигателя
- Комплект прокладок выпускного коллектора
- Перчатки
- Комплект прокладок впускного коллектора
- Набор инструментов механика с несколькими комбинациями головок и ключей
- Защитные очки
- Свечи зажигания
- Динамометрические ключи (⅜ ”и ½”)
- Комплект ремня ГРМ специально для вашего автомобиля
- Прокладки клапанной крышки
- Руководство по обслуживанию автомобиля
Шаг 1: Найдите VIN .Найдите информацию о вашем автомобиле, чтобы упростить поиск запчастей.
На вашем автомобиле есть две очень важные наклейки. Наклейка на выбросы под капотом сообщит вам объем двигателя. Этикетка внутри косяка двери водителя покажет вам идентификационный номер автомобиля или VIN.
Шаг 2: Найдите руководство по обслуживанию автомобиля . Поставщик запчастей обычно спрашивает у вас год выпуска, марку и модель автомобиля, чтобы найти подходящие запчасти для вашего автомобиля.
- Примечание : Размер двигателя очень важен, поскольку многие двигатели различаются по конструкции и компоненты различаются.
- Совет : руководство по обслуживанию транспортного средства гораздо более подробное, чем руководство по эксплуатации транспортного средства. Руководство по обслуживанию будет содержать очень важную информацию и включать некоторые процедуры ремонта.
Вы сможете найти их во многих магазинах автозапчастей и у онлайн-продавцов. Если вы не видите руководство по обслуживанию для своего автомобиля на полке, попросите сотрудника заказать его.Они довольно недорогие, а информация внутри бесценна.
В руководстве по обслуживанию будут перечислены специальные инструменты, необходимые для ремонта, и будет указано, какие компоненты необходимо удалить при выполнении ремонта. Перед началом может потребоваться несколько раз просмотреть процедуры. Ознакомьтесь с работой, которую вы собираетесь выполнять, прежде чем приступить к работе с двигателем вашего автомобиля.
- Совет : При поиске прокладки головки блока цилиндров постарайтесь купить комплексную прокладку, которая будет включать в себя множество различных уплотнений.Несмотря на то, что эти комплекты могут содержать уплотнения, которые вам не нужны, или содержать дубликаты, желательно не иметь важной печати, когда она вам нужна.
При снятии какого-либо компонента необходимо заменить все связанные с ним уплотнения, чтобы исключить вероятность утечки при повторной сборке двигателя. После замены уплотнений очень важно установить крепеж для каждого компонента с требуемым крутящим моментом.
Часть 2 из 4: Демонтаж двигателя
Шаг 1: Отсоедините аккумулятор .Поскольку на некоторых автомобилях легко случайно активировать стартер в сборе, очень важно отсоединять аккумулятор при выполнении любого капитального ремонта вашего автомобиля.
Примечание : Сначала отсоедините отрицательный или черный кабель от аккумулятора.
Предупреждение : Ослабленные соединения проводов могут вызвать короткое замыкание, повредить очень чувствительное и дорогое оборудование или вызвать искры, которые могут стать причиной пожара. Это может быть опасно, поэтому отключите аккумулятор, прежде чем делать что-либо еще.
Шаг 2: Слить моторное масло и охлаждающую жидкость . Слейте моторное масло из отверстия для слива моторного масла.
Поместите поддон под двигатель, чтобы собрать старое масло, и откройте маслосливную пробку. Таким образом, если охлаждающая жидкость двигателя пролита на картер, она вытечет, а не оседает в двигателе.
- Примечание : Не забудьте выбросить старое моторное масло в масляный поддон, чтобы вы не добавляли на него новое масло, иначе вам придется ремонтировать весь двигатель в сборе.
Слейте охлаждающую жидкость через сливное отверстие радиатора или ослабив и сняв нижний шланг радиатора. Не забудьте снять крышку радиатора.
- Совет : В некоторых случаях нижний впускной коллектор или головка цилиндров имеют отверстие для слива охлаждающей жидкости.
Шаг 3: Снимите все компоненты с головки блока цилиндров . Все детали, прикрепленные к головке блока цилиндров, необходимо снять.
Совет : Здесь задействовано много гаек, болтов, втулок, зажимов и фитингов, и можно легко потерять из виду вещи.Попробуйте сфотографировать или запишите описание каждой детали, чтобы помочь вам вспомнить, куда все идет, когда вы будете готовы собрать двигатель.
Наконечник : Упакуйте и пометьте все. Рекомендуется хранить некоторые детали и застежки в одной сумке. Один компонент может иметь застежки разной длины. Отметьте их, так как они должны возвращаться именно туда, откуда пришли, чтобы избежать повреждения двигателя.
Совет : Некоторые болты, участвующие в отрыве, называются «крутящий момент до выхода».Эти болты, обеспечивающие изменение крутящего момента до предела текучести, обычно растягиваются при установке, и их необходимо будет заменить после снятия. Следите за этими болтами и не забудьте заменить их новыми.
Предупреждение : В случае повторного использования эти крепежные детали с пределом текучести имеют хороший шанс отломиться в блоке цилиндров или головке цилиндров. Сломанный кусок необходимо извлечь, а отверстие исправить, если оно повреждено.
Шаг 4: Снимите крепеж в последовательности .Многие компоненты, такие как крышка клапана, головка блока цилиндров, впускной и выпускной коллекторы, требуют снятия крепежа в определенной последовательности, чтобы избежать деформации или растрескивания. Эта информация обычно подробно описывается в руководстве по обслуживанию автомобиля.
Некоторые автомобили оснащены верхними распределительными валами — либо двумя верхними распределительными валами (DOHC), либо одинарными верхними распределительными валами (SOHC). Это означает, что распределительные валы расположены в головке блока цилиндров. На этих типах двигателей коленчатый вал и распределительный вал могут быть соединены ремнем или цепью ГРМ.
- Примечание : Для снятия ремня ГРМ или цепи привода ГРМ требуется специальная процедура для защиты внутренних компонентов двигателя. Обратите особое внимание на процедуры и временные метки. Эта маркировка жизненно важна для работы двигателя, и в случае ошибки узел может быть поврежден.
Некоторые автомобили могут иметь другой тип конструкции двигателя, называемый верхним клапаном (OHV). Многие конструкции двигателей OHV имеют распределительный вал, расположенный внутри блока цилиндров, и используют подъемники, толкатели и коромысла для активации клапанов в головке цилиндров.
Обычно компоненты синхронизации двигателя не включаются в процесс снятия головки блока цилиндров, но если эти компоненты снимаются, они должны быть установлены точно в том же порядке.
- Примечание : Во многих конструкциях двигателей используются толкатели разной длины для впускных и выпускных клапанов. Если эти компоненты перепутаны, возможно повреждение двигателя.
Многие комплекты ремня ГРМ поставляются с помеченным ремнем для облегчения установки. Маркировка или обозначенные звенья на ремне (различаются для каждого типа комплекта ремня ГРМ) точно совпадают с маркировками на компонентах двигателя.
Прокладка головки блока цилиндров — Прокладка или уплотнение головки блока цилиндров находится под головкой блока цилиндров. Используемый материал может варьироваться от металла до материала, который может разрушиться при установке и затяжке болтов головки блока цилиндров. Иногда в конструкции прокладки ГБЦ используются оба материала.
Эта прокладка должна выдерживать и выдерживать давление и температуру сгорания. Часто можно увидеть разрыв между двумя цилиндрами или разрыв в месте разрыва уплотнения отверстия для масла или охлаждающей жидкости.
Часть 3 из 4. Осмотр головки блока цилиндров
Блок двигателя и головка блока цилиндров имеют отверстия, через которые моторное масло течет для смазки, а охлаждающая жидкость двигателя — для регулирования температуры.
Прокладка головки цилиндров вырезана для уплотнения каждого цилиндра, а также отверстий для масла и охлаждающей жидкости, поэтому жидкости не смешиваются и сжатие из одного цилиндра не проникает в другой.
- Совет : Во многих случаях вышедшая из строя прокладка головки блока цилиндров пропускает масло в систему охлаждения и превращает охлаждающую жидкость в коричневый осадок.Вы можете заметить отстой, снимая крышку радиатора, и увидеть отстой в радиаторе или внутри двигателя, когда снимаете крышку маслозаливной горловины.
Шаг 1. Осмотрите блок цилиндров и головку цилиндров . Сопрягаемые поверхности блока цилиндров и головки цилиндров необходимо проверить на плоскостность, чтобы гарантировать идеальное уплотнение.
Отправьте головку блока цилиндров в сборе в механический цех для профессиональной очистки и осмотра. Во многих случаях потребуется замена клапана.Поговорите с техниками в механическом цехе, чтобы узнать, что брать с собой, и получить подробную информацию об их услугах.
- Совет: Вы можете приобрести обработанную линейку для измерения плоскостности сопрягаемых поверхностей блока цилиндров и головки цилиндров. В руководстве по обслуживанию автомобиля будет указан предел измерения.
Если сопрягаемая поверхность блока цилиндров или головки цилиндров не идеально ровная, необходимо заменить компонент.Техники в механическом цехе будут проверять плоскостность головок цилиндров, но вы будете нести ответственность за проверку блока цилиндров.
Положите линейку на деку блока цилиндров. Посветите фонариком на одну сторону. Убедитесь, что между блоком цилиндров двигателя и линейкой проходит свет. Если да, то блок двигателя также необходимо отремонтировать. Если колода не плоская, свет будет просвечивать через деформированные пятна.
Шаг 2: Очистите блок цилиндров и головку блока цилиндров .Сопрягаемые поверхности блока цилиндров и головки блока цилиндров также должны быть идеально чистыми. Когда вы отправляете головку блока цилиндров в механический цех, механики даже позаботятся о ее чистке.
Примечание : Если вы решили почистить их самостоятельно, не забудьте о сопрягаемых поверхностях впускного и выпускного коллектора. Имейте в виду, что любые проблемы, которые могли повредить прокладки головки блока цилиндров, могли также вызвать повреждение головки (головок) блока цилиндров, и для их ремонта могут потребоваться специальные инструменты или процедуры.
Предупреждение : НЕ используйте вращающийся диск или шлифовальный круг для очистки этих поверхностей, поскольку эти инструменты могут удалить слишком много металла при неправильном использовании. Эти инструменты создают множество мелких частиц металла и могут откладывать его в труднодоступных местах блока цилиндров. Попадание грязи или мусора в камеру сгорания вокруг поршней может привести к появлению царапин на стенках цилиндров.
Шаг 3. Осмотрите другие компоненты, снятые во время разборки. .Это прекрасное время, чтобы проверить другие компоненты на предмет повреждений или износа и заменить их, чтобы предотвратить проблемы в будущем.
- Примечание : Замените свечи зажигания, термостат охлаждающей жидкости двигателя, масло, охлаждающую жидкость, провода зажигания, компоненты привода ГРМ, ремни, изношенные шкивы и любые уплотнения, которые были повреждены при снятии. Компоненты двигателя, с которыми вам, возможно, придется иметь дело, зависят от приложения.
Шаг 4: Очистите резьбу . Иногда ржавчина и грязь могут накапливаться на резьбе (спиральных канавках) крепежа и внутри отверстий для болтов.Крепеж может застрять в грязи, что приведет к неточным значениям момента затяжки.
Вы можете отнести болты головки цилиндров в местный строительный магазин, чтобы узнать размер болта и шаг резьбы. С этим измерением вы можете приобрести метчик того же размера. Используйте метчик на отверстиях под болты головки цилиндров, чтобы очистить всю грязь, осевшую на резьбе.
- Совет : Некоторые блоки двигателя имеют шпильки, которые установлены в блоке. Накидная гайка устанавливается после установки ГБЦ на шпильки.См. Рекомендации производителя по работе с этими шпильками. Возможно, потребуется заменить шпильки и очистить отверстия для шпилек.
Часть 4 из 4: Повторная сборка
Шаг 1: Нанесите на прокладку головки блока цилиндров герметик . Если возможно, нанесите герметик на обе стороны прокладки головки цилиндров перед тем, как положить ее на чистый блок цилиндров. В противном случае положите неизолированную прокладку на чистый блок цилиндров.
- Совет : Многие поставщики продают спрей для медного герметика, чтобы обеспечить хорошее уплотнение при установке новой прокладки головки блока цилиндров.
- Совет : Если для удержания головки блока цилиндров используются шпильки, установите шпильки перед установкой прокладки. Конструкции без шпилек часто оснащены установочными штифтами, чтобы прокладка не двигалась при установке головки блока цилиндров сверху.
Шаг 2: Установите головку блока цилиндров . После очистки поверхностей и установки прокладки установите головку блока цилиндров и закрепите ее.
- Совет : Руководство по обслуживанию предоставит информацию о моменте затяжки и правильной последовательности затяжки.
Так же, как при снятии компонентов, при сборке деталей необходимо соблюдать особую схему, чтобы обеспечить надлежащую герметизацию и создать наименьшее напряжение на компонентах. В большинстве случаев требуется несколько проходов измерения увеличения крутящего момента. Следуйте инструкциям и используйте откалиброванный динамометрический ключ.
Шаг 3. Замените все компоненты, снятые ранее . Повторите предыдущие шаги и установите все компоненты, снятые с головки блока цилиндров.
- Совет : сверяйтесь со своими заметками и фотографиями, чтобы не сбиться с пути, и не забывайте внимательно осматривать компоненты, сопрягаемые поверхности и крепежные детали.
- Примечание : Очистите все сопрягаемые поверхности, очистите резьбу на грязных болтах и в грязных отверстиях для болтов и замените все уплотнения, поврежденные в процессе демонтажа. Для некоторых компонентов не требуется уплотнение, но требуется силиконовая паста или средство для изготовления прокладок, которое можно найти в местном магазине автозапчастей.
Механическая синхронизация (если применимо) : Узел механической синхронизации используется для связывания коленчатого и распределительных валов двигателя вместе. При вращении коленчатого вала поршни перемещаются вверх и вниз в камере сгорания. Распределительный вал (-ы) активирует клапанный механизм, чтобы открывать и закрывать клапаны в нужный момент. Если механическая синхронизация неправильная, поршни могут коснуться клапанов и вызвать серьезные повреждения.
В приложениях OHV (верхний клапан) вам, возможно, не придется вмешиваться в компоненты синхронизации.В случае применения с верхним распределительным валом (одинарным или множественным верхним распредвалом) компоненты привода ГРМ необходимо разобрать, чтобы снять головку блока цилиндров. Следуйте инструкциям в руководстве по обслуживанию для правильной сборки.
Шаг 4: Подключите аккумулятор и долейте жидкости . Перед подключением аккумулятора еще раз проверьте свою работу. Сначала установите положительный кабель, затем отрицательный.
- Предупреждение : Установка кабелей в обратном порядке вызовет искру и может воспламенить горючие жидкости, находящиеся поблизости.
Когда вы освоитесь со сборкой, залейте двигатель маслом. Проверьте уровень моторного масла и не забудьте использовать новый фильтр.
Залейте в радиатор охлаждающую жидкость до максимального уровня и подождите. Вы можете увидеть некоторое пузырение. В системе охлаждения может скопиться воздух, поэтому перед запуском двигателя необходимо удалить воздух из системы охлаждения. В некоторых случаях это помогает поднять переднюю часть автомобиля, чтобы воздух попадал в самую высокую точку системы или в переливной бак.Проверьте уровень охлаждающей жидкости и убедитесь, что он достаточный.
Шаг 5: Проверьте наличие ошибок . Сядьте в автомобиль и поверните ключ зажигания в положение «вспомогательное оборудование» или «ON». НЕ ЗАПУСКАЙТЕ автомобиль.
На этом этапе вы можете прикрепить считыватель кода, если он у вас есть.
Во многих случаях код будет установлен немедленно, если компонент не был подключен. Если какие-либо коды появятся, будет легче отследить компонент, который вы, возможно, оставили отключенным.
Шаг 6: Настройте климат-контроль . Заведите автомобиль и установите климат-контроль на максимальный нагрев. Это позволит охлаждающей жидкости проникнуть в сердечник нагревателя и является лучшим шансом удалить из системы охлаждения все стойкие пузырьки воздуха.
- Совет : Не допускайте разгона двигателя, просто дайте ему поработать на холостом ходу и медленно прогреется.
Периодически проверяйте показания на комбинации приборов, а также выходите в моторный отсек на предмет утечек или дыма.Иногда новые уплотнения, особенно прокладки головки блока цилиндров и уплотнения выпускного коллектора, могут выделять пар или дым.
Поздравляем! Вы самостоятельно заменили прокладку ГБЦ двигателя! Если у вас возникнут какие-либо вопросы или возникнут проблемы при установке прокладки ГБЦ, проконсультируйтесь со специалистом из группы профессиональных консультантов YourMechanic. Рекомендуется проконсультироваться с сертифицированным механиком, если вы заметили много пара или дыма, выходящего из двигателя после замены прокладки головки блока цилиндров.
Если вы слышите скрипы из ремня ГРМ или чувствуете, что его, возможно, необходимо заменить, попросите механика из YourMechanic приехать к вам и осмотреть или заменить ремень ГРМ.
.