Шатуны и коленчатый вал.
Введение
КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ
Кривошипно-шатунный механизм преобразует прямолинейное возвратно-поступательное движение поршней, воспринимающих силу давления газов, во вращательное движение коленчатого вала. Детали кривошипно-шатунного механизма можно разделить на две группы: подвижные и неподвижные,
К первым относятся поршень с кольцами и поршневым пальцем, шатун, коленчатый вал и маховик, ко вторым — блок цилиндров, головка блока, прокладка головки блока и поддон (картер), В обе группы входят также и крепежные детали.
Блок и головка цилиндров
Наиболее крупными и сложными деталями кривошипно-шатунного механизма являются блок цилиндров и его головка (или головки). Как показано на рисунке блок цилиндров 5 и головка цилиндров 1 имеют сложную форму, поэтому их изготовляют литьем. Между ними для герметизации стыка установлена прокладка 9. Спереди (а иногда и сзади) также через прокладку 6 к блоку крепится крышка распределительных шестерен. Все остальные детали кривошипно-шатунного механизма расположены в блоке цилиндров, их обычно объединяют в несколько групп.
Головка и блок цилиндров V-образного восьмицилиндрового двигателя ЗМЗ-53:
1 — головка правого ряда цилиндров, 2 — гильза цилиндра, 3 — прокладка гильзы,
4 — направляющий поясок для гильзы, 5 — блок цилиндров, 6 — прокладка крышки
распределительных шестерен, 7 — сальник переднего конца коленчатого вала,
Блок цилиндров. Его отливают из чугуна (СЧ 21, СЧ 15) или из алюминиевых (например, АЛ4) сплавов. Соотношение масс чугунных и алюминиевых блок-картеров составляет примерно 4:1. За одно целое с блоком отлита верхняя часть картера.
В отливке блока цилиндров выполнены рубашка охлаждения, окружающая цилиндры, постели для коренных подшипников коленчатого вала и подшипников распределительного вала, а также места для установки других узлов и приборов. Чугунные блок-картеры изготовляют или вместе с цилиндрами или со вставными цилиндрами — гильзами, а алюминиевые только со вставными гильзами. Уплотнение гильз в блоке осуществляется с помощью резиновых колец или прокладок 3. Тщательно обработанная внутренняя поверхность гильз (или цилиндров) называется зеркалом.
Детали кривошипно-шатунного механизма двигателя ЗИЛ-130:
1 — поршень, 2 — вкладыши коренных подшипников коленчатого вала, 3 — маховик,
4- коренная шейка коленчатого вала, 5 — крышка заднего коренного подшипника,
6 — пробка, 7 — противовес, 8 — щека, 9 — крышка среднего коренного подшипника,
12 — шестерня, 13 — носок коленчатого вала, 14 — шкив, 15 — храповик, 16 — упорная шайба,
17 — биметаллические шайбы, 18-шатунные шейки коленчатого вала, 19 — вкладыши шатунного
подшипника, 20 — стопорное кольцо, 21 — поршневой палец, 22 — втулка верхней головки шатуна,
23 — шатун, 24 — крышка шатуна, 25 — сальник, 26 — маслоотгонная канавка,
27 — маслосбрасывающий гребень, 28 — дренажная канавка.
Головка цилиндров.
Головка закрывает цилиндры сверху; в ней размещены клапаны, камеры сгорания, свечи, форсунки. В головку цилиндров запрессованы направляющие втулки и седла клапанов. Плоскость разъема между головками и блоком цилиндров уплотнена сталеасбестовыми прокладками. Между головкой цилиндров и крышкой клапанов установлены пробковые или резиновые прокладки.
Головки отлиты из алюминиевого сплава или чугуна. Двигатели с рядным расположением цилиндров имеют одну головку цилиндров, двигатели с V-образным расположением — две головки на каждый ряд (двигатель ЗИЛ-130), четыре — на каждые три цилиндра (двигатель ЯМЗ-240), восемь — на каждый цилиндр (двигатель КамАЗ-740).
Поршневая группа
В поршневую группу входят поршни, поршневые кольца и поршневые пальцы. Поршень представляет собой металлический стакан, днищем обращенный вверх. Он воспринимает давление газов и передает его через поршневой палец и шатун на коленчатый вал. Отлиты поршни из алюминиевого сплава.
Поршень имеет днище, уплотняющую и направляющую (юбку) части. Днище и уплотняющая часть составляют головку поршня. Днище поршня вместе с головкой цилиндра ограничивают объем камеры сгорания. В головке поршня проточены канавки для колец. При работе двигателя на поршень действуют большие механические и тепловые нагрузки от давления горячих газов.
Конструкция поршня должна обеспечивать такой зазор между поршнем и цилиндром, который исключал бы стуки поршня после запуска двигателя и заклинивание его в результате теплового расширения при работе двигателя под нагрузкой.
На юбке поршня делают разрезы, придают ему овальную форму в поперечном сечении и коническую — по высоте, производят заделку в поршень специальных компенсационных пластин из металла с малым коэффициентом теплового расширения. Например, в поршнях некоторых двигателей с зажиганием от искры юбку выполняют с косым разрезом, что делает ее более упругой и позволяет устанавливать поршень с минимальным зазором, не опасаясь заклинивания.
При шлифовании поршню придают овальную форму (большая ось овала должна быть перпендикулярна оси поршневого пальца), чтобы под действием боковых усилий и нагрева юбка поршня в рабочем состоянии принимала цилиндрическую форму.
Так как температура головки поршня примерно на 100-150°С выше, чем нижней части юбки, то наружный диаметр юбки делают больше, чем диаметр головки.
Большую опасность представляет собой перегрев поршня из-за недостаточного его охлаждения. При перегреве прогорает днище поршня, происходит задир рабочей поверхности цилиндра, залегание колец и даже заклинивание поршня. Иногда для улучшения охлаждения поршня на его внутреннюю поверхность направляют струю масла.
1 — поршень, 2 — поршневой палец, 3 — стопорные кольца, 4, 5 — компрессионные кольца,
6 — маслосъемное кольцо.
Поршень дизеля КамАЗ-740 отлит из высококремнистого алюминиевого сплава со вставкой из специального чугуна под верхнее компрессионное кольцо. На юбку поршня нанесено коллоидно-графитовое покрытие для улучшения приработки и предохранения от задиров. В головке поршня расположена тороидальная камера сгорания, а сбоку от нее в днище — две; выемки для предотвращения касания его с клапанами. Под бобышками в нижней части юбки сделаны выемки для прохода противовесов коленчатого вала в НМТ.
С шатуном поршень соединен пальцем 2 плавающего типа, стопорные кольца 3 вставляются в канавки, проточенные в бобышках, кольца ограничивают осевое смещение пальца в поршне.
На поршне выполнены канавки для двух компрессионных 4, 5 и одного маслосъемного 6 кольца .Компрессионные кольца уплотняют поршень в гильзе цилиндров и предотвращают прорыв газов через зазор между юбкой поршня и стенкой гильзы. Маслосъемные кольца снимают излишки масла со стенок гильз и не допускают попадания его в камеры сгорания.
Поршневые кольца изготовлены из чугуна. Иногда маслосъемные кольца делают из стали. Для установки на поршень кольца имеют разрез, называемый замком.
После установки в цилиндр зазор в замке должен быть в пределах 0,3-0,5 мм, чтобы кольцо не заклинивало при нагревании. Замки на поршне должны располагаться на равных расстояниях друг от друга по окружности, что уменьшает прорыв газов из цилиндра.
Компрессионные кольца и особенно первое (верхнее) из них работают в тяжелых условиях. Из-за соприкосновения с горячими газами и большой работы трения, производимой первым кольцом, оно сильно нагревается (до 225-275°С), что осложняет его смазку и вызывает увеличенный износ как самого кольца, так и верхнего пояса цилиндра.
Для повышения износостойкости поверхность верхнего компрессионного кольца подвергают пористому хромированию. Остальные кольца для ускорения приработки покрывают тонким слоем олова или молибдена (двигатель КамАЗ-740).
Поршневые кольца разрезные, в свободном состоянии их диаметр несколько больше диаметра цилиндра. Поэтому в цилиндре кольцо плотно прижимается к его стенкам. В канавках поршня кольца образуют лабиринт с малыми зазорами, в котором газы, прорывающиеся из надпоршневого пространства, с одной стороны, теряют давление и скорость, а с другой — прижимают кольца к стенке цилиндра.
Поршневые кольца: а — внешний вид, б — расположение колец на поршне (двигателя ЗИЛ-130), в — составное маслосъемное кольцо; 1 — компрессионное кольцо, 2 — маслосъемное кольцо, 3 — плоские стальные диски, 4 — осевой расширитель, 5 — радиальный расширитель.
Компрессионные кольца имеют разную форму поперечного сечения. Компрессионное кольцо 1 с прямоугольным сечением (а) прилегает к цилиндру по всей наружной поверхности. Для увеличения удельного давления кольца на зеркало цилиндра и более быстрой приработки наружной поверхности кольцу придается коническая форма или делается на верхней внутренней кромке кольца 1 специальная выточка (6).
Маслосъемные кольца также имеют различную форму: коническую, скребковую, пластинчатую с осевым и радиальным расширителями (в). При движении вверх маслосъемное кольцо как бы «всплывает» в масляном слое, а при движении вниз острая кромка кольца соскабливает масло.
Маслосъемное кольцо отличается от компрессионных сквозными прорезями для прохода масла. В канавке поршня для маслосъемного кольца сверлят один или два ряда отверстий для отвода масла внутрь поршня.
Маслосъемное кольцо двигателей ЗМЗ и ЗИЛ состоит из двух стальных кольцевых дисков, осевого 4 и радиального 5 расширителей. Вследствие быстрой прирабатываемости и упругости стальные маслосъемные кольца хорошо прилегают к гильзе цилиндра.
Шатуны и коленчатый вал.
Шатун
соединяет поршень с коленчатым валом. Он состоит из верхней головки 5, стержня 6 двутаврового сечения и разъемной нижней головки 3, закрепляемой на шатунной шейке коленчатого вала. Шатун и его крышка 1 изготовлены из легированной или углеродистой стали. В верхнюю головку шатуна запрессованы одна или две втулки 4 из оловянистой бронзы, а в нижнюю вставлены тонкостенные стальные вкладыши 8, залитые слоем антифрикционного сплава.
Крышка 1 обрабатывается в сборе с шатуном, их нумеруют порядковым номером цилиндра. Ширина нижней головки такова, что позволяет вынимать поршень с шатуном вверх через цилиндр. Нижняя головка 3 шатуна и крышка 1 соединяются двумя болтами 7 или шпильками. Под головки болтов кладут специальные стопорные шайбы с усиками, а гайки имеют резьбу, несколько отличающуюся от резьбы на шпильках или болтах, в результате чего гайки самостопорятся, На двигателях старых конструкций они иногда шплинтовались.
Вкладыши двигателя КамАЗ-740 изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы и тонким слоем свинцовистого сплава. Вкладыши шатунных подшипников двигателей. ЗМЗ-24,. ЗМЗ-53 и ЗИЛ-130 выполнены из сталеалюминиевой ленты антифрикционный слой которой представляет собой алюминиевый сплав АМО-1-20.
От проворачивания в нижней головке шатуна вкладыши удерживаются выступами (усиками 2), которые входят в канавки, выфрезерованные в шатуне и его крышке.
Шатун:
1 — крышка нижней головки, 2 — усики, фиксирующие вкладыши от проворачивания,
3 — нижняя головка, 4 — втулка верхней головки, 5-верхняя головка, 6- стержень шатуна,
7 — болт с гайкой для крепления крышки нижней головки, 8 — вкладыши нижней головки.
Коленчатый вал
воспринимает усилия, передаваемые от поршней шатунами, и преобразует их в крутящий момент. Он имеет коренные и шатунные шейки, щеки, соединяющие коренные и шатунные шейки, фланец для крепления маховика, носок, в котором имеется отверстие для установки храповика пусковой рукоятки. Шатунная шейка с щеками образует колено (или кривошип) вала. Расположение колен на валу обеспечивает равномерное чередование рабочих ходов.
Коленчатый вал штампуют из стали или отливают из магниевого чугуна. Стальные валы при одинаковых с литыми чугунными валами размерах шеек и щек имеют большую прочность, а к преимуществам литых валов следует отнести их меньшую стоимость, меньший расход металла при изготовлении, сокращение числа операций механической обработки, а также возможность придания оптимальных форм отдельным элементам кривошипа, например внутренним полостям шатунных и коренных шеек.
Литье позволяет выполнить все шейки вала полыми. Шейки стальных коленчатых валов закаливают токами высокой частоты. Все шейки коленчатых валов тщательно шлифуют и полируют. Переходы (галтели) от шеек к щекам выполняют плавными.
Количество шатунных шеек в двигателе, имеющем однорядное расположение цилиндров, равно числу цилиндров, а в V-образном двигателе — их в два раза меньше числа цилиндров, так как на каждую шатунную шейку устанавливают по два шатуна.
Количество коренных шеек четырехцилиндровых двигателей с рядным расположением цилиндров три или пять, в шестицилиндровых — четыре или семь, а V-образных восьмицилиндровых — пять.
Если шатунная шейка с двух сторон имеет коренную шейку, то такой коленчатый вал называют полноопорным. Полноопорный вал меньше прогибается и обеспечивает лучшие условия работы подшипников и больший срок их службы.
В современных автомобильных двигателях частота вращения коленчатого вала достигает 3ccc-4ccc мин -1 (грузовые автомобили) и 4500-6ccc мин -1 (легковые). Поэтому возникают большие силы инерции, действующие на шатунные шейки, щеки и нижние головки шатунов. Эти силы нагружают подшипники, вызывая их ускоренное изнашивание. Для разгрузки коренных подшипников от центробежных сил служат противовесы, расположенные на щеках против шатунных шеек коленчатого вала.
Коренные и шатунные шейки вала соединены наклонными каналами, просверленными в щеках и служащими для подвода масла от коренных к шатунным подшипникам. Шатунные шейки выполняют полыми или высверливают в них полости грязеуловители. В этих полостях под действием центробежных сил отлагаются тяжелые частицы и продукты изнашивания, содержащиеся в масле. Грязеуловители очищают при разборке двигателя, вывертывания пробки.
Коленчатый вал V — образного 8-цилиндрового двигателя ЗИЛ-130:
1 — противовес, 2 — заглушка, 3 — полость, 4 — отверстие для крепления маховика,
5 — сверления для подачи масла к шейке.
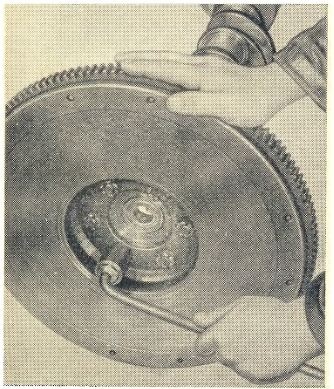
Маховик
Представляет собой массивный диск, отливаемый из чугуна. Он повышает равномерность вращения коленчатого вала, что особенно важно при малой частоте вращения, и передает крутящий момент трансмиссии автомобиля. Изготовлен маховик из чугуна. На обод маховика напрессован стальной зубчатый венец, предназначенный для вращения коленчатого вала стартером при пуске двигателя.
На некоторых двигателях на маховик наносят метки или запрессовывают в него стальной шарик, по которому устанавливают поршень первого цилиндра в ВМТ и проверяют установку зажигания.
КАРТЕР ДВИГАТЕЛЯ
Картер состоит из двух частей — верхней и нижней, Верхнюю часть картера отливают как одно целое с блоком цилиндров. Здесь устанавливают коленчатый и распределительный валы, а также другие узлы и детали двигателя. Нижняя половина картера предохраняет от загрязнения детали кривошипно-шатунного и газораспределительного механизмов и, кроме того, используется как резервуар для масла. Поэтому нижнюю половину картера часто называют масляным картером, или поддоном, Он закрывает блок цилиндров снизу.
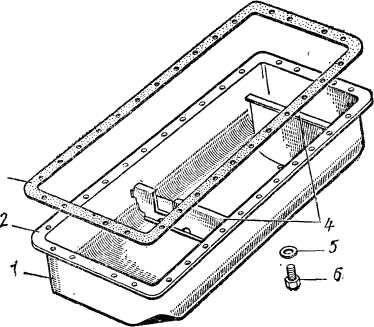
Рис.9. Масляный картер дизеля ЯМЗ-236:
1 — поддон; 2. — фланец поддона; 3 — прокладка; 4 — перегородки; 5 — медно-асбестовая прокладка; 6 — пробка сливного отверстия
Внутри поддона 1 (рис.9) устанавливают горизонтальные или вертикальные перегородки 4, которые задерживают движение масляных волн и защищают уплотнения картера от ударов масла. В поддоне есть сливное отверстие для масла, закрываемое пробкой 6.
Для плотного соединения между блоком цилиндров и фланцем 2 поддона ставят уплотнительную прокладку 3. Плоскость разъема блока цилиндров может проходить по оси коленчатого вала, но на большинстве двигателей ее смещают вниз, чтобы повысить жесткость верхней половины картера.
Крепление двигателя
Двигатель автомобиля ГАЗ-53А прикреплен к раме в четырех точках: две опоры спереди и две сзади (лапы картера маховика и сцепления). Дизель автомобиля КамАЗ-5320 крепят в пяти точках (рис.10): две опоры спереди установлены на блоке 1 цилиндров по его сторонам; две опоры сзади укреплены с обеих сторон картера 13 маховика; одна поддерживающая опора расположена на картере 22 коробки передач.
Передние опоры состоят из кронштейна 4, соединенного с блоком 1 цилиндров, а через резиновую подушку 7 и стяжку 6 — с кронштейном 5. Последний приклепан к стойке 9, а стойка — к лонжерону 10 рамы.
Задние опоры состоят из кронштейна 12 двигателя, укрепленного на картере 13 маховика, и кронштейна 11 задней опоры, приклепанного к лонжерону 10 рамы. Кронштейн 11 с крышкой 20 охватывают башмак 16, установленных между кронштейнами и соединенный болтом 15 с кронштейном 12. Башмак изготовлен из алюминиевого сплава и находится в резиновой подушке 14. Между крышкой 20 и кронштейном 11 помещены регулировочные прокладки 2L Стальная втулка 18, запрессованная в башмак, предохраняет его от смятия.
Поддерживающая опора состоит из кронштейна 23, укрепленного на картере 22 коробки передач. Полку кронштейна охватывает находящаяся в обойме 25 прямоугольная резиновая подушка 27, соединенная через накладку 26 с поперечиной 24. Последняя соединена с кронштейнами 28, приклепанными к лонжеронам рамы. Резиновые подушки, находящиеся под опорами, снижают ударные нагрузки на двигатель при движении
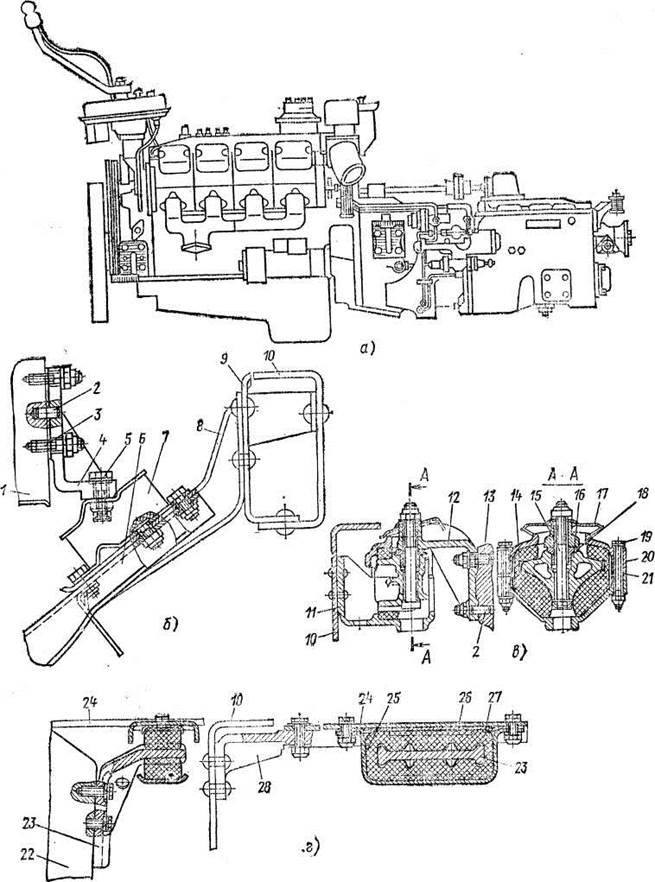
Рис.10. Крепление двигателя автомобиля КамАЗ-5320:
а — двигатель; б — передняя опора; в — задняя опора; г — поддерживающая опора; 1 — блок цилиндров; 2 — штифт; 3 — шпилька; 4, 8, 23 и 28 — кронштейны; 5, 15 и 16 — болты; б — стяжка; 7, 14 и 27 — резиновые, подушки; 9 — стойка; 10 — лонжерон рамы; 11 — кронштейн задней опоры; 12 — кронштейн двигателя; 13 — картер маховика; 15 — башмак; 17 — защитный колпак; 18 — втулка; 20 — крышка; 21 — регулировочная прокладка; 22 — картер коробки передач; 24 — поперечина; 25 — обойма подушки; 26 — накладка подушки автомобиля и уменьшают вибрацию рамы.
Кроме того, опоры удерживают двигатель от продольного смещения при выключении сцепления, резком разгоне или торможении автомобиля. Для этих же целей двигатель автомобиля ЗИЛ-130 соединяют с передней поперечиной рамы реактивной тягой.
Читайте также:
Рекомендуемые страницы:
Поиск по сайту
Коленчатый вал двигателя внутреннего сгорания: устройство, назначение, принцип работы
Коленчатый вал (коленвал) двигателя – это одна из важных деталей КШМ, расположенная в цилиндровом блоке. Вал преобразует поступательные движения поршней во вращательный момент, который через трансмиссию передается на колеса автомобиля.
Устройство коленчатого вала
Сложная конструкция коленвала представлена в виде расположенных по одной оси колен – шатунных шеек, соединенных специальными щеками. При этом количество колен зависит от числа, формы и месторасположения цилиндров, а также тактности двигателя автомобиля. С помощью шатунов шейки соединяются с поршнями, совершающими поступательно-возвратные движения.
В зависимости от расположения коренных шеек коленвал может быть:
- полноопорным – когда коренные шейки расположены по две стороны от шатунной шейки;
- неполноопорным – когда коренные шейки расположены только по одну из сторон от шатунной шейки.
В большинстве современных автомобильных двигателей применяются полноопорные коленвалы.
Итак, основными элементами коленвала являются:
- Коренная шейка – основная часть вала, которая размещается на коренных вкладышах (подшипниках), находящихся в картере.
- Шатунная шейка – деталь, соединяющая коленвал с шатунами. При этом смазка шатунных механизмов осуществляется благодаря наличию специальных масляных каналов. Шатунные шейки в отличие от коренных шеек всегда смещены в стороны.
- Щеки – детали, соединяющие два типа шеек – коренные и шатунные.
- Противовесы – детали, которые предназначены для уравновешивания веса поршней и шатунов.
- Фронтальная (передняя) часть или носок – часть механизма, оснащенная колесом с зубцами (шкивом) и шестерней, в некоторых случаях гасителем крутильных колебаний, который осуществляет контроль над мощностью привода ГРМ (газораспределительного механизма), а также других механизмов устройства.
- Тыльная (задняя) часть или хвостовик – часть механизма, соединенная с маховиком при помощи маслоотражающего гребня и маслосгонной резьбы, осуществляет отбор мощности вала.
Фронтальная и тыльная сторона коленчатого вала уплотняется защитными сальниками, которые препятствуют протеканию масла там, где выступающие части маховика выходят за пределы блока цилиндров.
Вращательные движения всего механизма коленвала обеспечивают подшипники скольжения – тонкие стальные вкладыши, с защитным слоем антифрикционного вещества. Для предотвращения осевого смещения вала, применяется упорный подшипник, установленный на коренной шейке (крайней или средней).
Коленвал двигателя изготавливается из износостойкой стали (легированной или углеродистой) или модифицированного чугуна, методом штамповки или литья.
Принцип действия коленчатого вала
Несмотря на сложность самого устройства, принцип работы коленвала достаточно прост.
В камерах сгорания происходит процесс сжигания поступившего туда топлива и выделения газов. Расширяясь, газы воздействуют на поршни, совершающие поступательные движения. Поршни передают механическую энергию шатунам, соединенным с ними втулкой или поршневым пальцем.
Шатун в свою очередь соединен с шейкой коленвала подшипником, вследствие чего каждое поступательное поршневое движение преобразуется во вращательное движение вала. После того как происходит разворот на 180˚, шатунная шейка движется уже в обратном направлении, обеспечивая возвратное движение поршня. Затем циклы повторяются.
Процесс смазки коленчатого вала
Смазка коленвала обеспечивается за счет шатунных и коренных шеек. Важно помнить, что смазка коленчатого вала всегда происходит под давлением. Каждая коренная шейка обеспечена индивидуальным подводом масла от общей смазочной системы. Поступившее масло попадает на шатунные шейки по специальным каналам, расположенным в коренных шейках.
Как правильно установить поршни и шатуны
Большие и маленькие хитрости при монтаже поршней и шатунов в двигатель
Когда приходит время собирать двигатель, особенно V-образный, правильная взаимная установка поршней и шатунов, а также по отношению к блоку цилиндров и коленчатому валу, может поставить в тупик многих мотористов. Этой статьей мы постараемся им помочь.
Как правильно устанавливать поршни на шатуны?
Если вы собираете V-образной двигатель, то следует иметь в виду: если нижняя головка шатуна имеет с одной стороны более широкую фаску, то она должна быть обращена к галтели (закруглению) шатунной шейки коленчатого вала.
Если же шатуны предназначены для использования с коленчатым валом, без четко выраженных галтелей, то они могут быть и без несимметричных фасок. Тогда ориентация шатуна может определяться по положению «замков» вкладышей: обращенных наружу блока или внутрь (в сторону распредвала – если он находится в развале блока цилиндров).
К примеру, «замки» вкладышей SBC и BBC должны быть обращены наружу. У других вкладышей «замки» могут быть направлены внутрь. На работу собственно вкладышей расположение «замков» не оказывает никакого влияния. Надо лишь правильно ориентировать шатун.
Если же на нижней головке шатуна отсутствуют фаски с обеих сторон, то вкладыш должен быть смещен от галтели шатунной шейки, чтобы его край не попал на закругление.
Сквозные отверстия в верхней и нижней головках шатуна
Часто шатун имеет на нижней головке сквозное отверстие, которое нужно для смазки стенки цилиндра. Эти отверстия предназначены не для смазывания распределительного вала, как полагают некоторые.
Бывает, что отверстие расположено только с одной стороны нижней головки шатуна. Подобные шатуны надо устанавливать так, чтобы отверстие в нижней головке было обращено в сторону распределительного вала (в сторону развала блока цилиндров).
Отверстие в верхней головке шатуна (будь оно сверху или под сбоку – углом) служит для смазки поршневого пальца. Поэтому его ориентация в двигателе роли не играет.
«Замки» шатунных вкладышей
«Замки» (фиксирующие выступы) на вкладышах и соответствующие пазы на нижней головке шатуна и его крышки нужны лишь для правильного позиционирования вкладышей. От «проворота» вкладышей они не спасают, поскольку вкладыши в своей «постели» фиксируются за счет натяга, возникающего при правильной затяжке крепежных болтов крышки нижней головки.
«Правильные» вкладыши, при надлежащем монтаже, слегка выступают за линию разъема нижней головки. Поэтому, после затягивания болтов, они надежно фиксируются в «постели».
В последнее время во многих двигателях используют «беззамковые» вкладыши (примером могут служить двигатели Chrysler 3.7L и 4.7L). За счет устранения операций по механической обработке пазов в шатуне и его крышке, а также «замков» на самих вкладышах снижаются затраты на их изготовление. При монтаже подобных вкладышей их надо ставить строго посередине нижней головки шатуна.
|
|
Рис. 1 Если в V-образном двигателе на одну шатунную шейку коленчатого вала монтируют два шатуна, то сторона нижней головки шатуна с более узкой фаской должна быть обращена к соседнему шатуну… |

|
|
Рис. 2 … в этом случае бОльшая фаска на нижней головке шатуна оказывается обращенной в сторону галтели шатунной шейки коленчатого вала. |

|
|
Рис. 3 Фиксирующий выступ («замок») на вкладыше и соответствующий ему паз в нижней головке шатуна нужны только для того, чтобы правильно установить вкладыши в шатуне. «Замки» никогда не удержат вкладыши от проворачивания в шатуне, если при сборке были допущены какие-либо нарушения. К примеру: болты нижней головки шатуна не затянуты как следует или отверстие в нижней головке потеряло свою форму. |

|
|
Рис. 4 Вкладыши фиксируются в шатуне только за счет радиального усилия, которое возникает от натяга установленных вкладышей, когда крепежные болты нижней головки затянуты надлежащим моментом. Чтобы получить требуемый натяг вкладыш сделан чуть длиннее своего посадочного места. Поэтому, когда вы «от руки» установите вкладыш в «постель», он будет немного выступать над плоскостью разъема. Так и должно быть – ни в коем случае не надо подпиливать или подрезать края вкладышей! |

Crush Height Each Half Bearing — выступание вкладышей над плоскостью разъема
Bearing — вкладыш
Cap — крышка нижней головки шатуна
Radial Pressure — радиальное усилие
|
|
Рис. 5 Измерять максимальный диаметр поршня надо в строго определенном месте, поскольку юбка поршня имеет «бочкообразный» профиль и результаты измерений, по высоте поршня, будут существенно различаться. |

|
|
Рис. 6 Сквозное отверстие на боковой поверхности ВГШ (верхней головки шатуна) (верхнее фото) может указывать на прессовую посадку пальца в шатуне. На втором фото показан тот же самый шатун, но снаружи. А вот отверстие сверху ВГШ (третье фото) служит для улучшения смазки «плавающего» поршневого пальца. |

|
|
Рис. 7 На днище поршня обычно есть специальные метки (например, изображена стрелка и надпись «FRONT» — как на фото) помогающие правильно сориентировать поршень при сборке двигателя. |

|
|
Рис. 8 Если поршни предназначены для V-образного двигателя, то обычно с «изнанки» таких поршней ставят метку «L» — если их монтируют в левый ряд цилиндров или «R» — для правого ряда цилиндров. |

Смещение шатуна
Существуют двигатели, у которых стержень шатуна смещен относительно верхней или нижней головок (если смотреть на шатун сбоку – «в профиль»). Подобные шатуны применяют в V-образных двигателях, у которых левый и правый ряды цилиндров стоят «со сдвигом», вперед и назад, относительно друг друга. В зависимости от конкретной модели двигателя, стержень шатуна может иметь смещение 2,5 мм или даже более.
Если есть какие-то сомнения, то при монтаже обратите внимание, что верхняя головка шатуна центрируется по поршню – в бобышках под палец.
Нужно ли в двигателях с вращением против часовой стрелки устанавливать поршни в «обратную» сторону?
На двигателе с обратным вращением – когда коленвал вращается против часовой стрелки, если смотреть с передней части двигателя – шатуны обычно устанавливаются так же, как и в обычном моторе, коленвал которого вращается по часовой стрелке. То есть, бОльшая фаска нижней головки шатуна все равно будет обращена к галтели шатунной шейки.
Однако, если применяются поршни со смещенным поршневым пальцем, то в этом случае поршень должен быть установлен «назад» (развернут на 180 град) относительно его «стандартного» положения. Поршневой палец в подобном поршне смещен к нагруженной стороне юбки поршня.
В двигателе с вращением по часовой стрелке нагруженная сторона цилиндра обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне) стороне.
В двигателе с обратным вращением давление на стенку цилиндра от поршня направлено в другую сторону: со стороны выхлопа – слева и со стороны впуска – справа. Если поршни симметричны (т. е. не имеют смещенного пальца), то их ориентация зависит только от цековок под клапанные тарелки на днище – они должны быть сориентированы в соответствии с положением клапанов.
Конструкция юбки поршня
Форма, площадь и масса юбки поршня играют важную роль в потерях на трение и стабилизации поршня при перекладке в верхней и нижней мертвых точках. Здесь мы покажем роль нагруженных и ненагруженных сторон поршня и разработку асимметричных юбок, предназначенных преимущественно для снижения веса.
Левая и правая стороны поршня при работе двигателя нагружены по-разному. Поэтому конструкция юбки поршня играет важную роль в распределении воспринимаемых нагрузок – с точки зрения прочности и веса поршня.
Юбка поршня должна выдерживать давление на стенку цилиндра при одновременном уменьшении трения. А ее площадь должна быть такой, чтобы быть прочной, обеспечивая при этом стабильность поршня, чтобы свести к минимуму «раскачивание» относительно оси пальца, когда поршень движется вверх-вниз. Причем нагруженная поверхность юбки испытывает наибольшую нагрузку на такте расширения.
Если коленчатый вал вращается по часовой стрелке (глядя на двигатель спереди), то нагруженная поверхность юбки поршня обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне).
Менее нагруженная сторона юбки воспринимает усилие на такте сжатия. Эта разница в нагрузках обусловлена положением, углом между шатуном и поршнем, при его перемещении.
За весь рабочий цикл разница в нагрузке на разные стороны юбки поршня различается в десять раз! Причем, нагрузка на юбку поршня может варьироваться в зависимости от хода поршня, длины шатуна и максимального давления в цилиндре.
Поэтому асимметричные поршни должны быть специальными – для левого и правого ряда цилиндров. На днище поршня в таком случае наносятся стрелки или иные метки, указывающие на переднюю часть двигателя.
|
|
Рис. 9 На этом фото показаны асимметричные поршни для левого и правого рядов цилиндров V-образного двигателя. Их особенностью является расширенная часть юбки поршня на нагруженной стороне и зауженная – на стороне с меньшей нагрузкой. |

|
|
Рис. 10 Другой пример асимметричного поршня. Обратите внимание, как сближены бобышки под поршневой палец, что позволяет сделать поршневой палец короче и легче. Кроме того, хотя это почти невозможно заметить глазом, ось пальца смещена к нагруженной стороне поршня (в сторону более широкой части юбки) на 0,50 мм – для уменьшения дисбаланса из-за разницы в массе «узкой» и «широкой» частей юбки. |
")
Нагруженная сторона юбки поршня
Когда поршень движется вниз на такте расширения, он испытывает значительное сопротивление, пытаясь провернуть коленчатый вал. С ростом нагрузки увеличивается и сопротивление. При этом нагруженная сторона юбки поршня воспринимает боковое давление, которое увеличивает нагрузку (с ростом трения и износа) на соответствующей стороне стенки цилиндра.
Если на днище поршня имеется какая-либо метка (к примеру точка, или стрелка, или надпись «Front»), важно установить поршень в соответствии с этой меткой, обычно указывающей на переднюю часть двигателя.
Ненагруженная сторона юбки поршня
Эта часть юбки поршня противоположна нагруженной стороне. Она работает, когда поршень движется вверх на такте сжатия, из-за сопротивления, создаваемого сжимаемой топливно-воздушной смесью. Основная ее задача, в том, чтобы обеспечить стабильность поршня при движении в цилиндре. Поэтому эта часть юбки может быть поуже, для экономии веса.
Так что, для точной настройки в распределении этих сил между разными сторонами юбки были разработаны асимметричные поршни, которые имеют более широкую юбку на нагруженной стороне и зауженную юбку с противоположной стороны. Это обеспечивает оптимальное распределение нагрузок на юбку поршня, одновременно снижая массу поршня.
В качестве примера можно привести «асимметричную» (или Т-образную) конструкцию поршней FSR компании JE Pistons, которые имеют расширенную часть юбки на нагруженной стороне, а со стороны бобышек юбка отсутствует вовсе, что позволяет сделать поршневой палец короче и легче. Подобные поршни изначально разрабатывались для гоночных двигателей.
Еще одним преимуществом подобных поршней является улучшение условий работы поршневых колец. Но, в основном, подобная конструкция юбки, в сочетании со слегка смещенным пальцем, позволяет существенно снизить потери на трение.
|
|
Рис. 11 Из этой схемы видно, как определить нагруженную и ненагруженную стороны юбки поршня.
Thrust Load — действие боковой силы |

 и ненагруженной (справа) сторонах поршня")
Рис. 12 На этом фото хорошо видно, как различается ширина юбки поршня на нагруженной (слева) и ненагруженной (справа) сторонах поршня.
|
|
Рис. 13 Компьютерное моделирование показывает, как распределяются механические нагрузки в поршне, возникающие при работе двигателя на частичных нагрузках. (Чем темнее цвета – тем меньше нагрузка, а чем ярче – тем больше). |

|
|
Рис. 14 А на этой схеме видно, как нагружен поршень сразу после воспламенения смеси. |

|
|
Рис. 15 Здесь поршень показан снизу. На этой схеме хорошо видно, что во время рабочего хода наиболее нагружены верхние части отверстий под поршневой палец (они выделены красным цветом) и элементы юбки поршня, непосредственно примыкающие к ним. |

|
|
Рис. 16 Тонкий слой антифрикционного покрытия (темного цвета) на юбке поршня помогает удерживать масло и снижает трение между поршнем и цилиндром – особенно при холодном запуске мотора. |

Смещение пальца
Асимметричные поршни также могут иметь смещение поршневого пальца. При этом ось пальца смещена от оси поршня к нагруженной стороне примерно на 0,51 мм. Это небольшое смещение «балансирует» поршень, компенсируя разницу в массе юбки, а также снижая усилие, прикладываемое к нагруженной стороне поршня.
Опять же, ссылаясь на опыт компании JE Pistons, асимметричный поршень позволяет сделать поршневые пальцы короче, жестче и легче (примерно на 10 грамм).
Заключение
Надеемся, эта статья поможет вам лучше ориентироваться в тонкостях сборки двигателя. Помните, что лучше всего пометить поршни и шатуны перед разборкой. Грамотные ответы на ваши вопросы и помощь в технических проблемах с двигателями – наша главная задача.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Шатун двигателя внутреннего сгорания
Шатун — деталь, которая передает усилие от поршня к коленчатому валу двигателя. Также через шатун поршень получает обратное инерционное движение. Шатун служит для передачи возвратно-поступательного движения поршня к коленчатому валу двигателя.
Движение шатуна отличается сложностью. Шатун имеет две головки, одна из которых соединена с поршнем, а другая прикрепляется к коленчатому валу. Верхняя головка движется аналогично поршню, то есть совершает возвратно-поступательное движение. Нижняя головка шатуна совершает круговое движение вместе с шейкой коленчатого вала.
Шатун позволяет эффективно реализовать преобразование возвратно-поступательного движения в движение вращательное. Для выполнения этой функции шатун получает шарнирное соединение как с самим поршнем, так и с коленчатым валом ДВС. Наиболее часто шатуны выполнены из стали. Методом их изготовления становится штамповка или ковка. Для высокофорсированных ДВС спортивных авто и другой специализированной техники шатуны могут отливать из титанового сплава.
Шатун конструктивно имеет верхнюю (поршневую) головку, силовой стержень и нижнюю (кривошипную) головку. Верхняя головка шатуна цельная, служит местом установки поршневого пальца. Конструкция верхней головки напрямую зависит от того, каким способом будет закреплен поршневой палец.
Поршневой палец может быть как фиксированным, так и плавающим. Фиксированный палец означает, что верхняя головка шатуна получает цилиндрическое отверстие, которое изготавливается с особой точностью для обеспечения строго определенного натяга в месте соединения с поршневым пальцем.
Плавающий палец подразумевает возможное наличие запрессованных в отверстие втулок, а также может вращаться в верхней головке шатуна и в бобышках поршня. Силовой стержень шатуна отличается тем, что имеет характерное сечение, называемое двутавровым. Указанный силовой стержень расширяется к нижней части.
Нижняя головка шатуна имеет разборную конструкцию. Сама головка также делится на две части. Верхняя часть выполнена единым целым с шатуном, а нижняя называется крышкой нижней головки шатуна. Такая особенность конструкции нижней головки шатуна позволяет реализовать эффективное соединение шатуна с шейкой коленвала. Крышка шатуна присоединяется к шатуну специальными направляющими болтами и гайками.
Шатунные болты находятся под большой нагрузкой в процессе работы ДВС, а также определяют правильное положение самой крышки шатуна. Указанные болты наиболее часто запрессованы в шатун, а гайки затянуты динамометрическим ключом.
Для достижения высочайшей точности в месте соединения двух составных частей нижней головки шатуна используется метод контролируемого раскалывания. Данная современная технология позволяет добиться идеальной поверхности для последующей максимальной плотности и точности прилегания крышки шатуна и нижней головки в месте излома.
Читайте также
Шатун не терпит суеты. Изнашивание шатуна. Проверка шатуна. Ремонт шатунов
Спросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу.
Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны?
Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗОВСКОГО двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит?
Торопливость — она известно, где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что…
Точно определить, параллельны ли оси отверстий головок, можно с помощью специальных измерительных приспособлений фирмы Sunnen.
Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд.
Подписывайтесь на наш канал в Telegram — https://t.me/autoexpert_consulting_comЭто удобно! Актуальные новости и профессиональные статьи.
Всё о рынке Automotive Aftermarket: авторемонт, автозапчасти, моторные масла, автохимия, оборудование для СТО, автобизнес в лицах, шины, грузовой сервис.
Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т. е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала.
Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь …надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун?
Стандартная ситуация — застучал шатунный вкладыш. Многие механики сразу бросаются в бой: ну просто бегут со всех ног шлифовать коленчатый вал в следующий ремонтный размер. Спросите у них, где шатун, который стоял на поврежденной шейке? Больше половины ответят, что он нормальный. А некоторые, особо умелые, вообще себя не утруждают-вынимают, а затем ставят коленвал с новыми вкладышами, даже не разбирая двигателя.
Между тем шатун после перегрева, задира, расплавления или проворачивания вкладышей повреждается со стопроцентной вероятностью. Это покажут не только измерительные приборы, но и просто внешний осмотр: нижняя головка будет иметь характерный перегретый вид со следами цветов «побежалости», а ее отверстие станет некруглым, овальным.
Не лучше обстоит дело и с верхней головкой шатуна. К примеру, выпрессовали палец, нагрели шатун, установили новый поршень с пальцем. А померил ли кто-нибудь натяг пальца в отверстии головки? Многим некогда, торопятся, у других даже приборов нет проверить. Только когда потом палец вылезет и продерет цилиндр, будет поздно — повторный ремонт, скорее всего, окажется дороже и сложнее первого.
Почему палец может вылезти из отверстия, понятно — натяг слишком мал или его нет совсем. А это вполне возможно, если, например, в прошлом «ремонте» верхняя головка была сильно перегрета перед сборкой шатуна с поршнем (такое бывает при использовании ацетиленокислородной горелки).
В конструкциях с плавающим пальцем нередко оказывается изношенной бронзовая втулка верхней головки шатуна. Причем оценить степень износа на ощупь, без измерений, практически невозможно. Особенно обманчивая картина возникает в случае, если палец смазан маслом — люфт пальца не чувствуется даже при большом зазоре во втулке.
Таким образом, без соответствующей проверки нельзя определить ни дальнейшую пригодность шатуна к работе, ни объем необходимого ремонта. Поэтому главный вопрос — это…
Как проверить шатун?
Проверка шатуна обычно проводится в несколько этапов. Начинают чаще всего с проверки геометрии отверстий. Для этого шатун разбирают, моют, а затем собирают с затяжкой болтов (гаек) крепления крышки рабочим моментом. Далее нутромером проверяют диаметр отверстия нижней головки — он должен соответствовать размеру, рекомендованному заводом-изготовителем, а все отклонения формы отверстия (эллипсность) должны укладываться в допуск на размер отверстия (обычно 0,015 мм). Аналогичным образом проверяют и верхнюю головку шатуна. Здесь контролируют отклонения формы (эллипсность не более 0,01 мм), а также величину диаметра отверстия, которая должна обеспечить гарантированный минимальный натяг в прессовом соединении с пальцем (0,02-0,025 мм) или максимальный зазор во втулке (0,015-0,02 мм) «плавающего» пальца.
Все эти измерения выполнить несложно, нужно лишь время и аккуратность. Другое дело — проверить деформацию стержня шатуна.
Деформация стержня обычно выражается в том, что оси верхней и нижней головок шатуна оказываются непараллельны. Измерить эту непараллельность наиболее точно можно с помощью специального измерительного прибора или приспособления. К сожалению, пока наличие подобных приборов на СТО или в мастерских скорее исключение, чем правило. Поэтому иногда применяют более простые методы проверки, не требующие дорогостоящей оснастки.
Один из возможных альтернативных способов — проверка на поверочной плите. Шатун кладется на плиту, и покачиванием определяется, насколько он деформирован. Разновидность способа-прикладывание к боковой плоскости шатуна лекальной линейки и оценка непараллельности плоскостей верхней и нижней головок. Иногда шатуны проверяют «на скалке» — надевают с малым зазором несколько шатунов верхней головкой на стержень, а деформацию оценивают по просветам между боковыми плоскостями нижних головок шатунов. Но так или иначе, а подобные способы измерения получаются неточными и для некоторых шатунов вообще не годятся (шатуны с разной шириной верхней и нижней головок). Практика, тем не менее, показывает, что стремиться точно измерить непараллельность осей отверстий головок совсем не обязательно — достаточно и приближенных способов. Объясняется это тем, что параллельность осей нетрудно восстановить с помощью правильно выбранной технологии ремонта.
После того, как шатун проверен, можно приступать к ремонту. Сразу оговоримся — отремонтировать удается шатун с любым из описанных выше дефектов. Правда, при этом требуется оценить эффективность ремонта — с точки зрения надежности двигателя в последующей эксплуатации и экономических соображений. Последнее часто является причиной отказа от ремонта в пользу покупки новых шатунов (для некоторых отечественных двигателей ремонт иногда получается близким к замене по стоимости). Однако приобретенные новые шатуны нередко оказываются хуже по качеству (см. № 10/1999). Это значит, что альтернативы ремонту практически нет. Весь вопрос лишь в том…
Проще всего измерить геометрию отверстия нутромером (а), но иногда используют и специальные приборы
Как правильно отремонтировать шатун?
То, что шатун — деталь для ремонта серьезная, — свидетельствуют факты: все иностранные фирмы-производители станков для ремонта деталей двигателей имеют в своей программе и станки для ремонта шатунов. Поэтому без хорошего оборудования браться за такое дело бессмысленно — ошибка будет стоить дорого.
Не менее важен еще один факт: при серийном заводском ремонте двигателей западные фирмы ремонтируют шатуны в обязательном порядке. Так что шатунов, поставленных в двигатель без ремонта, как это еще делают у нас в России, вы там не увидите.
Стандартным видом ремонта шатунов можно назвать ремонт отверстия нижней головки при небольшом отклонении его размера от исходного (номинального) значения. Суть этой операции сводится к тому, что диаметр отверстия восстанавливается до номинального размера, заданного заводом — изготовителем двигателя.
Технология такого ремонта достаточно проста. Вначале крышку шатуна «занижают» (т. е. обрабатывают) по плоскости разъема на небольшую величину — около 0,05-0,1 мм. Это может быть выполнено различными способами, включая шлифование, фрезерование или (при небольшом припуске) притирку. Далее шатун собирается, болты затягиваются рабочим моментом, после чего отверстие обрабатывается в номинальный размер.
Для обработки отверстия в рамках этой технологии чаще всего используются горизонтально-хонинговальные станки — они обеспечивают высокую точность (отклонение размеров и формы отверстия в пределах 0,005-0,010 мм) и производительность.
Однако применение данной технологии возможно только при малых деформациях или износе отверстия нижней головки. Дело в том, что при хонинговании базирование шатуна на станке выполняется по поверхности самого отверстия. А это значит, что перекос осей головок, если он имел место до ремонта, сохранится и после него. Более того, возможен и дополнительный перекос, если отверстие сильно повреждено, и требуется большой припуск на его обработку.
В подобных случаях применяют растачивание отверстий. Этот процесс существенно отличается от предыдущего. Так, нередко приходится «занижать» плоскость разъема не только крышки, но и самого шатуна, иначе около разъема могут остаться необработанные участки поверхности. Кроме того, в процессе растачивания отверстия обеспечивается строгая параллельность осей отверстий головок, поскольку за базу принимается одно из отверстий.
Растачивание выполняется на специализированных расточных станках для шатунов, но с помощью специальной оснастки шатун можно расточить и на универсальном станке (к примеру, на токарном). Для получения высокой чистоты обработанной поверхности после растачивания проводится финишная обработка — хонингование.
При ремонте нижней головки следует помнить, что межцентровое расстояние между отверстиями головок всегда уменьшается, причем тем больше, чем больше припуск на обработку отверстия. Это может быть критично для дизелей, где укорочение шатуна даже на 0,1 мм заметно уменьшает степень сжатия и негативно влияет на работу данного цилиндра.
Выдержать требуемое межцентровое расстояние удается с помощью обработки отверстия верхней головки шатуна. Суть этой технологии в том, чтобы заменить в верхней головке втулку и точно расточить отверстие под палец (втулка всегда имеет припуск в пределах 0,3-0,5 мм), приняв за базу отверстие нижней головки и обеспечив заданное межцентровое расстояние. Точно так же поступают и в случае, когда втулка верхней головки изношена и требуется ее замена.
Описанные технологии ремонта обеспечивают высокую надежность работы шатунов и применимы для подавляющего большинства двигателей. Но все-таки из любых правил есть исключения. Поэтому иногда бывает полезно знать…
Для обработки плоскости разъема служит cпециализированный станок фирмы Sunnen (а), но с тем же успехом это можно сделать на универсальном оборудовании, если использовать специальную оснастку (б).
Некоторые «хитрости» в ремонте шатунов
Современные высокофорсированные двигатели характеризуются очень высокой нагруженностью деталей, в том числе шатунов. При неисправности системы смазки, когда происходит задир и расплавление вкладышей, нижняя головка шатуна испытывает значительный перегрев, при котором в материале появляются большие остаточные напряжения и деформации. В дальнейшей эксплуатации после ремонта нижняя головка может снова деформироваться, если в процессе ремонта напряжения не будут сняты, к примеру, старением (выдержка при температуре около 200°С).
Перегрев нижней головки нередко приводит и к перегреву шатунных болтов, прочность которых при этом падает. Для исключения неприятностей (обрыв болта) рекомендуется заменять болты на новые.
Для некоторых двигателей (из отечественных стоит упомянуть КамАЗ) при ремонте не требуется обработка плоскости разъема — достаточно расточить отверстие в ремонтный размер под соответствующие ремонтные вкладыши. Напротив, ряд моделей двигателей Opel, Ford, BMW имеют полученный в результате хрупкого излома так называемый «колотый» стык крышки с шатуном, что делает ремонт нижней головки невозможным традиционными методами.
Отметим, что на отдельных моделях моторов Volvo, Mazda, Alfa Romeo разъем крышки выполнен со шлицами. Подобные шатуны также ремонтопригодны, но занижение «шлицевой» поверхности перед ремонтом — весьма трудоемкая операция.
Если в верхней головке шатуна натяг недостаточен для фиксации пальца, единственный способ ремонта — использование пальца с увеличенным диаметром. Таким же способом можно восстановить зазор в отверстии и без замены втулки. В некоторых случаях данное решение оказывается единственным — например, для шатунов с «плавающим» пальцем, не имеющих втулки (некоторые двигатели GM). При этом отверстие предварительно хонингуется для восстановления его геометрии.
После ремонта за счет снятия металла нижняя головка шатуна становится легче. Если припуск при обработке был значительным и отличался для одного комплекта шатунов, то нелишней будет проверка, а возможно, и подгонка шатунов по массе. Для отечественных моторов требование подгонки массы становится обязательным, учитывая нестабильное качество изготовления. Эта работа требует аккуратности, как и все другие операции по ремонту шатунов, но только так можно быть уверенным в том, что отремонтированный шатун пройдет не меньше нового.
Специализированный расточный станок для шатунов — оборудование не из дешевых (а). Альтернативное решение — токарный станок со специальной оснасткой (б).
Хонингование — основной способ окончательной обработки отверстий шатунов, применяется как финишная операция после растачивания.
После грамотного ремонта восстановленный шатун трудно отличить от нового.
ДМИТРИЙ ДАНЬШОВ, директор фирмы «Механика»,
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук