Содержание Введение……………………………………………………………………………3
Министерство образования и науки Российской Федерации
Сыктывкарский лесной институт филиал
Федерального государственного бюджетного образовательного учреждения
высшего профессионального образования
Санкт-Петербургского государственного лесотехнического университета
им. С.М.Кирова
Факультет ЛТФ
Кафедра АиАХ
Лабораторная работа № 1,2
Отчёт
Дисциплина: ТЭА
Тема: Техническое обслуживание КШМ и ГРМ
Выполнил Артеева Т. П., гр. 141
Проверил Юшков А. Н., к.т.н.
Зав. кафедрой Чудов В. И., к.т.н.
Сыктывкар – 2011
Основные неисправности КШМ………………………………………………4
Основные неисправности ГРМ……………………………………………8
Техническое обслуживание КШМ и ГРМ…….………………………….10
Текущий ремонт КШМ и ГРМ………………..………………………….14
Введение
Основными механизмами двигателя являются кривошипно-шатунный (КШМ) и газораспределительный (ГРМ).
Кривошипно-шатунным называется механизм, осуществляющий рабочий процесс двигателя. Кривошипно-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала. В кривошипно-шатунный механизм входят блок цилиндров с картером и головкой цилиндров, шатунно-поршневая группа и коленчатый вал с маховиком.
Газораспределительный механизм предназначен для своевременного, в соответствии с порядком работы цилиндров открытия и закрытия клапанов, обеспечивая рабочий процесс двигателя. Он состоит из распределительного вала, соединенного специальной шестерней с коленчатым валом цепью или зубчатым ремнем ГРМ.
Основные неисправности кшм
Технически исправный двигатель должен развивать полную мощность, работать без перебоев на полных нагрузках и на холостом ходу, не перегреваться. На исправном двигателе не должно быть утечки масла через уплотнения. Неисправность кривошипно-шатунного механизма можно определить по внешним признакам без разборки двигателя. К таким признакам относятся: появление посторонних стуков и шумов, падение мощности двигателя, повышенный расход масла, перерасход топлива, появление дыма в отработавших газах и др.
Стуки и шумы в двигателе возникают в результате появления увеличенных зазоров между сопряженными деталями, что свидетельствует об их износе. Стуки в двигателе прослушивают при помощи стетоскопа, что требует определенного навыка.
При износе поршня и цилиндра, а также при увеличении зазора между ними возникает звонкий металлический стук, хорошо прослушиваемый при работе холодного двигателя. Резкий металлический стук на всех режимах работы двигателя свидетельствует об увеличении зазора между поршневым пальцем и втулкой верхней головки шатуна. Усиление стука при резком увеличении числа оборотов коленчатого вала свидетельствует об износе вкладышей коренных или шатунных подшипников, причем стук более глухого тона указывает на износ вкладышей коренных подшипников.
При большом износе вкладышей обычно происходит выплавление их антифрикционного слоя, что сопровождается резким падением давления масла. В этом случае двигатель должен быть немедленно остановлен, так как дальнейшая его работа может привести к поломке деталей.
Падение мощности двигателя возникает при износе или залегании поршневых колец в канавках, износе поршней и цилиндров, а также при плохой затяжке головки цилиндров. Эти неисправности вызывают падение компрессии в цилиндре.
При проверке компрессии компрессометром вывертывают свечу зажигания проверяемого цилиндра и вместо нее устанавливают наконечник компрессометра. Затем полностью открывают дроссельную заслонку, воздушную заслонку карбюратора и проворачивают коленчатый вал двигателя при помощи стартера в течение 2-3 с. Величина компрессии в исправном цилиндре должна быть в пределах 7,0-8,0 кГ/см2 (0,7-0,8 МПа). Разница в величине компрессии в разных цилиндрах не должна быть больше 1 кГ/см2 (0,1 МПа). Таким образом последовательно проверяют компрессию в каждом цилиндре.
Повышенный расход масла, перерасход топлива, появление дыма в отработавших газах (при нормальном уровне масла в картере) обычно появляются при износе и залегании поршневых колец или износе цилиндров. Залегание колец можно устранить без разборки двигателя, для чего в каждый цилиндр горячего двигателя следует залить на ночь через отверстие для свечи зажигания по 20 г смеси денатурированного спирта и керосина в равных частях. Утром двигатель следует пустить, дать поработать 10-15 мин, после чего заменить масло.
Отложение нагара
Нагар следует удалять деревянными скребками или скребками из мягкого металла, чтобы не повредить днище поршней или стенок камеры сгорания. Удалять нагар следует поочередно с каждого цилиндра, закрывая чистой ветошью соседние цилиндры.
Для того чтобы легче удалить нагар, его следует размягчить, положив на него ветошь, смоченную керосином. После удаления нагара все детали необходимо очистить и установить на место.
Болты и гайки крепления головок цилиндров затягивают динамометрическим ключом на холодном дизеле или не ранее чем через 30 мин после его остановки в порядке возрастания номеров, как показано на рис. 1. Моменты затяжки болтов крепления головки цилиндров для дизеля КамАЗ-740 должны составлять: в первый прием — 4—5 ктс-м; во второй прием — 12—15 кгс-м; в третий прием — 21—19 кгс-м.

Рис. 1. Затяжка болтов головки блока
Момент затяжки гаек крепления головок цилиндров дизеля ЯМЗ-238 должен быть 22—24 кгс-м. Нельзя затягивать гайки большим моментом во избежание разрушения окантовок прокладок головок цилиндров и прогара самих прокладок.
Болты головки блока цилиндров 5-цилиндрового бензинового двигателья затягиваются динамометрическим ключом в последовательности от 1 до 12 в два приема: вначале с усилием 40 Н·м, а затем – 60 Н·м. После этого производится дополнительная затяжка жестким ключом: 1/2 оборота (180°). Допускается дополнительная затяжка 90° х 2 (за 2 раза по 90° каждый). При затяжке болтов головки блока цилиндров оценивать угол поворота по расположению рукоятки ключа относительно двигателя: 1/4 оборота (90°) соответствует положению рукоятки поперек двигателя.

Рис. 2. Затяжка болтов головки блока
Неисправности и техническое обслуживание КШМ и ГРМ двмгателей
Неисправности и техническое обслуживание КШМ двигателя. В процессе работы двигателя происходит износ деталей кривошипно-шатунного механизма, ослабление болтов крепления головки цилиндров и отложение нагара на днище поршня и в камере сгорания.
При износе цилиндров, поршней и колец величина зазоров между ними увеличивается. Увеличение зазоров вызывает уменьшение компрессии в цилиндрах, прорыв газов в поддон картера, проникновение масла в камеру сгорания, что приводит к снижению мощности двигателя, увеличению расхода масла и топлива, пригоранию поршневых колец, интенсивному нагарообразованию в камере сгорания и возникновению дымления.
При износе поршневых пальцев и втулок верхней головки шатуна появляются звонкие металлические звуки, которые прослушиваются при работе двигателя. В результате износа шатунных и коренных подшипников величина зазоров между шейками коленчатого вала и подшипниками увеличивается, что вызывает ухудшение смазки и появление недопустимых стуков.
Указанные неисправности можно предупредить, если своевременно проводить техническое обслуживание и устранять возникающие недостатки.
Уход за кривошипно-шатунным механизмом состоит в прослушивании двигателя с целью определения ненормальных стуков, проверке компрессии, проверке дымления отработавших газов на выпуске, проверке и подтяжке креплений головки цилиндров, очистке днища поршней и камер сгорания от нагара и проверке течи масла.
Прослушивание двигателя с целью определения стуков и причин, их вызывающих, производится на прогретом двигателе с помощью фонендоскопа, состоящего из стержня с мембраной и двух трубок со слуховыми наконечниками. Сильный глухой стук низкого тона, хорошо прослушиваемый в нижней части блок-картера, появляется при износе коренных подшипников. Износ шатунных подшипников сопровождается более слабыми стуками, которые хорошо прослушиваются на стенках блок-картера в местах, соответствующих в.м.т. и н.м.т.
Износ поршневого пальца сопровождается звонким металлическим стуком, который хорошо прослушивается через стенку блок-картера в местах, соответствующих верхнему и нижнему положению поршневого пальца. При обнаружении стуков, характеризующих большие износы деталей, следует двигатель немедленно остановить и устранить неисправность.
Проверка компрессии или давления в конце хода сжатия в цилиндрах двигателя производится на прогретом двигателе (до 70 — 80° С) с помощью компрессометра, состоящего из трубки, один конец которой соединен с манометром, а второй, снабженный резиновым наконечннком. устанавливают в отверстие для свечи (или форсунки). Компрессометр последовательно устанавливают во все цилиндры. Если компрессия недостаточна или разница в компрессии отдельных цилиндров велика, необходимо двигатель остановить и устранить неисправность.
При работе двигателя необходимо проверять дымление отработавших газов на выпуске. Дымный выхлоп с синеватым оттенком свидетельствует о большом проникновении масла в камеру сгорания вследствие износа цилиндров, поршней и колец. При обнаружении выхлопа с синеватым оттенком следует двигатель остановить и устранить неисправность.
Для проверки крепления головки цилиндров, применяют динамометрический ключ, который обеспечивает затяжку гаек и болтов с определенной величиной момента затяжки. Подтяжка гаек и болтов, производится в определенном порядке: начинают со средних и последовательно подтягивают гайки, расположенные от средних справа и слева (для холодного двигателя ЗИЛ-130 момент затяжки 70 — 90 Н·м).
Очистка днищ поршней и камер сгорания от нагара без разборки двигателя производится при помощи смеси, состоящей из 40% ацетона, 40% керосина и 20% масла. В отверстие свечи (или форсунки) каждого цилиндра заливают на ночь по 30—50 см3 смеси.
При снятой головке цилиндра нагар с днища поршней и камер сгорания очищают с помощью щеток и скребков из мягкого металла с предварительным размягчением нагара керосином. Следует систематически следить за состоянием прокладки между блок-картером и поддоном и сальников коленчатого вала, не допуская течи масла.
Неисправности механизма газораспределения и техническое обслуживание. Основные неисправности механизма газораспределения: нарушение плотности посадки клапанов в гнезда и увеличение осевого перемещения распределительного вала.
Признаком нарушения плотности посадки клапанов служат уменьшение компрессии в цилиндрах, периодические хлопки во впускных или выпускных трубопроводах и падение мощности. Причиной нарушения плотности посадки клапанов может быть изменение нормальной величины зазоров между стержнями клапанов и коромыслами, или толкателями, заедание стержней клапанов направляющих втулках, наличие нагара или повреждений на фасках клапанов и гнезд, и потеря упругости или поломка клапанных пружин.
При увеличении или уменьшении зазоров между стержнями клапанов и коромыслами (толкателями) по сравнению с нормальной величиной зазора, рекомендуемого заводом-изготовителем, нарушается плотность посадки клапанов в гнезда, появляются стуки в клапанном механизме, ухудшаются наполнение цилиндров горючей смесью или воздухом и очистка их от отработавших газов, что приводит к падению мощности и повышению расхода топлива.
Указанные неисправности можно предупредить, если своевременно проводить техническое обслуживание (уход) и устранять возникающие неполадки.
Уход за механизмом газораспределения состоит в проверке и регулировке зазоров у клапанов и декомпрессионного механизма, состояния стержней клапана и направляющих втулок, состояния гнезд и фасок клапанов, состояния клапанных пружин, креплений деталей механизма газораспределения, а также проверке и восстановлении нормальной величины осевого зазора распределительного вала.
Проверка и регулировка зазоров у клапанов и декомпрессионного механизма производятся пластинчатым щупом в последовательности, соответствующей порядку работы цилиндров, начиная с первого цилиндра. Зазоры считаются установленными правильно, если щуп толщиной, равной величине нормального зазора, свободно проходит. Если зазоры у клапанов и декомпрессионного механизма отличаются от нормальных значений, то их следует регулировать.
Для регулировки зазоров у клапанов следует отпустить контргайку (см. рис.) регулировочного винта 5 и, ввертывая или вывертывая его, установить требуемый зазор. Затянув контргайку винта, вторично проверяют зазор. Таким же образом регулируют зазоры у клапанов других цилиндров в последовательности, соответствующей порядку работы цилиндров. Регулировку зазоров в декомпрессионном механизме выполняют одновременно с регулировкой зазоров в клапанах.
Периодически необходимо проверять состояния стержня клапана и направляющей втулки. При обнаружении заедания стержня клапана во втулке вследствие засорения ее нагаром следует вынуть клапан, очистить втулку от нагара и при необходимости отшлифовать стержень и втулку.
Периодически необходимо проверять состояния гнезд и фасок клапанов и при обнаружении нагара на фасках клапанов нагар удалить с помощью скребка из мягкого металла. В случае наличия на гнездах и фасках клапанов небольших повреждений следует произвести притирку клапанов. Клапаны притирают специальной пастой. Периодически необходимо проверять состояние клапанных пружин и в случае потери упругости или поломки пружин заменить их новыми.
Следует систематически проверять крепление кронштейнов осей коромысел и других деталей и при необходимости подтягивать их. Нормальную величину осевого зазора распределительного вала у двигателей (ЗИЛ-130, ГАЗ-БЗ и др.) восстанавливают заменой упорного фланца и уменьшением высоты распорного кольца. [Панкратов Г. П. Двигатели внутреннего сгорания. Автомобили, тракторы и их эксплуатация. 1979 г.]
18. Основные неисправности механизма газораспределения и пути их устранения
Основные неисправности газораспределительного механизма двигателя.
Стуки в газораспределительном механизме появляются по причине увеличенных зазоров в клапанном механизм, износе подшипников или кулачков распределительного вала, рычагов, а также из-за поломки пружин клапанов.
Для устранения стуков необходимо отрегулировать тепловой зазор, а изношенные детали и узлы следует заменить.
Повышенный шум цепи привода распределительного вала появляется вследствие износа шарнирных соединений звеньев цепи и ее удлинения.
Следует отрегулировать натяжение цепи, а при чрезмерном ее износе — заменить на новую.
Потеря мощности двигателя и повышенная дымность выхлопных газов происходят при нарушении теплового зазора в клапанном механизме, неплотном закрытии клапанов, износе маслоотражательных колпачков.
Зазор следует отрегулировать, изношенные колпачки поменять, а клапаны «притереть» к седлам.
19. Технология то и тр грм
К характерным повреждениям газораспределительного механизма (ГРМ) относятся: износ толкателей их направляющих втулок, тарелок клапанов и их гнезд, шестерен, кулачков и опорных шеек распределительного вала; нарушение зазоров между стержнями клапанов и коромыслами (толкателями), поломка и потеря упругости клапанных пружин, поломка зубьев распределительных шестерен, прогорание клапанов. Признаками неисправности ГРМ служат стуки, появление вспышек в карбюраторе и хлопков в глушителе.
Техническое обслуживание КШМ и ГРМ. Является частью технического обслуживания двигателя и включает проверку и подтягивание креплений, диагностирование двигателя, регулировочные и смазочные работы.
Крепежные работы проводят для проверки состояния креплений всех соединений двигателя; опор двигателя к раме, головки цилиндров и поддона картера к блоку, фланцев впускного и выпускного трубопроводов и других соединений.
Для предотвращения пропуска газов и охлаждающей жидкости через прокладку головки цилиндров проверяют и при необходимости определенным моментом подтягивают гайки ее крепления к блоку. Делается это с помощью динамометрического ключа. Момент и последовательность затяжки гаек установлены заводами-изготовителями Чугунную головку цилиндров. Проверку затяжки болтов крепления поддона картера во избежание его деформации и нарушения герметичности также производят с соблюдением определенной последовательности, заключающейся в поочередном подтягивании диаметрально расположенных болтов.
Диагностирование технического состояния КШМ и ГРМ на автотранспортных предприятиях осуществляют: по количеству газов, прорывающихся картер; по давлению в конце такта сжатия (компрессии), по утечке сжатого воздуха из цилиндров, путем прослушивания двигателя с помощью стетоскопа.
Количество газов, прорывающихся в картер двигателя между поршнями с кольцами и цилиндрами, замеряют газовым расходомером, соединенным с маслоналивным патрубком. При этом картер двигателя герметизируют резиновыми пробками, закрывающими отверстия под масляный щуп и газоотводящую трубку системы вентиляции картера. Замеры проводят на динамометрическом стенде при полной нагрузке и максимальной частоте вращения коленчатого вала. Для нового двигателя количество прорывающихся газов в зависимости от модели двигателя составляет 16–28 л/мин. Несмотря на простоту метода, использование его на практике встречает затруднения, связанные с необходимостью создания полной нагрузки и непостоянным количеством прорывающихся газов, зависящим от индивидуальных качеств двигателя.
Наиболее часто диагностирование КШМ и ГРМ проводят компрессометром путем измерения давления в конце такта сжатия, которое служит показателем герметичности и характеризует состояние цилиндров, поршней с кольцами и клапанов-
Наиболее совершенен метод определения состояния КШМ и ГРМ с помощью специального прибора по утечкам сжатого воздуха, принудительно подаваемого в цилиндр через отверстие под свечу.
Прослушивание с помощью стетоскопа шумов и стуков, которые являются следствием нарушения зазоров в сопряжения КШМ и ГРМ, также позволяет провести диагностирование двигателя. Однако для этого требуется большой практический опыт исполнителя.
Регулировочные работы проводятся после диагностирования. При обнаружении стука в клапанах, а также при ТО-2 проверяют и регулируют тепловые зазоры между торцами стержней клапанов и носками коромысел. При регулировке зазоров на двигателе ЗМЗ-53 поршень 1-го цилиндра на такт сжатия устанавливают в ВМТ, для чего поворачивают коленчатый вал до совмещения ряски на его шкиве с центральной риской на указателе, расположенном на крышке распределительных шестерен. В этом положении регулируют зазоры между стержнями клапанов и носками коромысел 1-го цилиндра. Зазоры у клапанов остальных цилиндров регулируют в последовательности, соответствующей порядку работы цилиндров: 1-5-4-2-6-3-7-8, поворачивая коленчатый вал при переходе от цилиндра к цилиндру на 1/4 оборота. Существует и другой способ регулировки зазоров. Так, в двигателе ЗИЛ-130 после установки поршня 1-го цилиндра в ВМТ, для чего совмещают отверстие в шкиве коленчатого вала с меткой ВМТ, сначала регулируют зазоры у обоих клапанов 1-го цилиндра, выпускных клапанов 2, 4 и 5-го цилиндров, впускных клапанов 3, 7 и 8-го цилиндров. Зазоры у остальных клапанов регулируют после поворота коленчатого вала на полный оборот.
Для регулировки зазоров в двигателе КамАЗ-740 коленчатый вал устанавливают в положение, соответствующее началу подачи топлива в 1-м цилиндре, используя фиксатор, смонтированный на картере маховика. Затем поворачивают коленчатый вал через люк в картере сцепления на 60° и регулируют зазоры клапанов 1-го и 5-го цилиндров. Далее поворачивают коленчатый вал на 180, 360 и 540°, регулируя соответственно зазоры в 4-м и 2-м, 6-м и 3-м, 7-м и 8-м цилиндрах,
Нетрудно видеть, что независимо от способа установки коленчатого вала в исходную для регулировки позицию тепловой зазор в приводе каждого клапана проверяется и регулируется в положении, когда этот клапан полностью закрыт,
Текущий ремонт КШМ и ГРМ, Характерными работами при текущем ремонте КШМ и ГРМ являются замена гильз, поршней, поршневых колец, поршневых пальцев, вкладышей шатунных и коренных подшипников, клапанов, их седел и пружин, толкателей, а также шлифование и притирка клапанов и их седел.
Замена гильз блока цилиндров производится в случаях, когда их износ превышает допустимый, при наличии сколов, трещин любого размера и задиров, а также при износе верхнего и нижнего посадочных поясков.
Извлечь гильзы из блока цилиндров достаточно трудно. Поэтому их впрессовывают с помощью специального съемника, захваты которого зацепляют за нижней торец гильз. Использование других методов недопустимо, так как это приводит к повреждению посадочных отверстий под гильзы в блоке цилиндров двигателя и самих гильз.
Перед запрессовкой новой гильзы ее необходимо подобрать по блоку цилиндров таким образом, чтобы ее торец выступал над плоскостью разъема с головкой блока. Для этого гильзу устанавливают в блок цилиндров без уплотнительных колец, накрывают поверочной плитой и щупом замеряют зазор между плитой и блоком цилиндров.
Гильзы, установленные в блок без уплотнительных колец, должны свободно проворачиваться. Перед окончательной постановкой гильз следует проверить состояние посадочных отверстий под них в блоке цилиндров – Если они сильно поражены коррозией или имеют раковины, необходимо отремонтировать их нанесением слоя эпоксидной смолы, смешанной с чугунными опилками, который после застывания зачистить заподлицо. Края верхней части блока, которые первыми соприкасаются с резиновыми уплотнительными кольцами при запрессовке гильзы, должны быть зачищены шлифовальной шкуркой для предотвращения повреждений уплотнительных колец процессе запрессовки,
Гильзы с установленными на них резиновыми уплотнительными кольцами запрессовывают в блок цилиндров с помощью пресса. Можно это сделать и с помощью специального приспособления, устройство. При надевании уплотнительных колец их нельзя сильно растягивать, а также допускать скручивания в канавке гильзы цилиндров.
Замена поршней производится при образовании на поверхности юбки глубоких задиров, прогорании днища и поверхности поршня в зоне верхнего компрессионного кольца, при износе верхней канавки под поршневое кольцо больше допустимого.
Замену поршня делают без снятия двигателя с автомобиля: сливают масло из поддона картера, снимают головку блока и поддон картера, расшплинтовывают и отворачивают гайки шатунных болтов, снимают крышку нижней головки шатуна и вынимают вверх поврежденный поршень в сборе с шатуном и поршневыми кольцами. Затем вынимают из отверстий в бобышках стопорные кольца, с помощью пресса впрессовывают поршневой палец и отделяют поршень от шатуна. В случае необходимости тем же прессом впрессовывают бронзовую втулку верхней головки шатуна.
Перед заменой поршня необходимо сначала подобрать его по цилиндру, Для этого необходимо выбрать поршень, размерная группа которого соответствует размерной группе гильзы (цилиндра), и проверить лентой-щупом зазор между поршнем и гильзой, Для этого поршень вставляют в цилиндр головкой вниз так, чтобы край юбки совпадал с торцом гильзы, а лента-щуп, вставленная между гильзой и поршнем. находилась в плоскости, перпендикулярной оси пальца. Затем динамометром протягивают ленту-щуп и измеряют усилие протягивания, которое должно находиться в пределах допустимого. Размеры ленты-щупа и усилие протягивания для разных моделей двигателей приведены в инструкции по эксплуатации или в руководстве по ремонту. Так, для двигателей ЗИЛ-130 используют ленту толщиной 0,08 мм, шириной 13 мм и длиной 200 мм, а усилие протягивания должно быть 35-45 Н. Если усилие отлично от рекомендуемого берут другой поршень той же размерной группы или, в виде исключена соседней размерной группы и снова подбирают его по цилиндру.
В пределах номинального и каждого ремонтного размера гильз и поршней двигателя ЗИЛ-130 имеется шесть размерных групп. Диаметры цилиндров в пределах каждой из них отличаются на 0.01 мм. Индекс размерной группы (А. АА, Б, ББ, В, ВВ для гильз и поршней номинального размера и Г, ГГ, Д. ДД, Е, ЕЕ для 1-го ремонтного размера и т, д.) обозначен на верхнем торце гильзы и па днище поршня,
Аналогичные размерные группы в пределах каждого ремонтного размера имеют все другие двигатели автомобилей.
При сборке двигателей, сняты; с автомобиля, подбор поршней но цилиндрам осуществляется аналогичным образом, так же подбирают поршни при сборке двигателей на заводах – изготовителях.
При замене поршней на АТП, кроме под6opa поршня по цилиндру, следует обеспечить соблюдение еще одного важного требования ТУ на сборку двигателей: диаметр отверстия в бобышках поршня, диаметр поршневого пальца и диаметр отверстий в бронзовой втулке верхней головки шатуна должны иметь одну размерную группу. Поэтому перед сборкой комплекта «поршень — палец — шатун» необходимо убедиться, что маркировка, нанесенная краской, на одной из бобышек поршня, на торцах пальца и верхней головки шатуна выполнена одной краской.
В случае, когда меняют всю цилиндропоршневую группу, что чаще всего происходит на практике, проблем с подбором не возникает: поршень, палец, поршневые кольца и гильза, поступающие в запасные части комплектом, подобраны заранее. Поэтому при сборке требуется по маркировке деталей убедиться в правильности подбора и проверить лентой-щупом зазор между поршнем и гильзой. Можно обойтись и без ленты-щупа. Правильно подобранный поршень должен под собственным весом медленно опускаться в гильзе. Необходимо также проверить подходит ли новый поршневой палец к верхней головке шатуна: поршневой палец должен плавно входить в отверстие втулки верхней головки шатуна под нажимом большого пальца руки.
Перед тем как соединять поршень с шатуном, последний необходимо проверить на параллельность осей-головок, Делается это на контрольном приспособлении с индикаторными головками.
При деформации, превышающей допустимые пределы, шатун правят. Затем поршень помещают в ванну с жидким маслом, нагревают до температуры 60 °С и с помощью оправки запрессовывают поршневой палец в отверстия бобышек поршня и верхней головки шатуна. После запрессовки в канавки бобышек вставляют стопорные кольца.
Аналогичным образом, начиная со снятия головки блока цилиндров в поддона картера, поступают в случае необходимости замены втулки верхней головки шатуна, поршневого пальца и поршневых колец. Негодные втулки впрессовывают, а на их место запрессовывают новые, обеспечивая при этом необходимый зазор. Затем втулки растачивают на горизонтально-расточном станке или обрабатывают с помощью развертки, Внутренняя поверхность втулки должна быть чистой, без рисок с параметром шероховатости порядка Ro=0,63 мкм, а овальность и конусообразность отверстия не должны превышать 0.004 мм.
Перед установкой поршня в сборе с шатуном в блок цилиндров проводят установку комплекта поршневых колец в канавки поршня. Кроме того, кольца проверяют на просвет, для чего вставляют их в верхнюю неизношенную часть гильзы цилиндра и визуально оценивают плотность прилегания.
Зазор в замке определяют щупом и в случае, когда он меньше допустимого, концы колец спиливают. После этого кольцо повторно проверяют на просвет и только потом с помощью специального приспособления, разжимающего кольцо за торцы в замке, устанавливают в канавки поршней.
Комплекты колец номинального размера используют при ТР двигателей, цилиндры которых не растачивались, а в расточенные устанавливают кольца ремонтного размера, .которые по наружному диаметр, Соответствуют новому диаметру цилиндров.
Стыки (замки) соседних колец равномерно разводят по окружности. Компрессионные кольца на поршень устанавливают фаской вверх. При этом они должны свободно вращаться в канавках поршня. Установка *поршней в сборе с кольцами в цилиндры двигателя осуществляется с помощью специального приспособления.
Замена вкладышей коленчатого вала проводится при стуке подшипников и падении давления в масляной магистрали ниже 0,5 кгс/см2 при частоте вращения коленчатого вала 500–600 об/мин и исправно работающих в масляном насосе и редукционных клапанах. Необходимость замены вкладышей обусловлена диаметральным зазором в коренных и шатунных подшипниках: если он более допустимого, вкладыши заменяют новыми. Номинальный зазор между вкладышами и коренной шейкой должен составлять 0,026– 0,12 мм, между вкладышами и шатунной шейкой 0,026–0,11 мм в зависимости от модели двигателя.
Зазор в подшипниках коленчатого вала определяют с помощью контрольных латунных пластинок. Для двигателей автомобилей ЗИЛ и ГАЗ используют пластинки из медной фольги толщиной 0,025; 0,05; 0,075 мм, шириной 6–7 мм и длиной на 5 мм короче ширины вкладыша. Пластинку, смазанную маслом, укладывают между шейкой вала и вкладышем (рис. 9.9), а болты крышки подшипника затягивают динамометрическим ключом с определенным для каждого двигателя моментом (для коренных подшипников двигателя ЗИЛ-130 это 110–130 Н м, шатунных 70–80 Н м). Если при установки пластинки толщиной 0,025 мм коленчатый вал вращается слишком легко, значит зазор больше 0,025 мм и, следовательно, следует заменить пластину на следующий размер, пока вал не будет вращаться с ощутимым усилием, что соответствует фактическому зазору между шейкой и вкладышем. При проверке одного подшипника болты остальных должны быть ослаблены. Так поочередно проверяются все подшипники.
Необходимо, чтобы на поверхности шеек коленчатого вала не было задиров. При наличии задиров и износа заменять вкладыши нецелесообразно. В этом случае необходима замена коленчатого вала.
После проверки состояния шеек коленчатого вала вкладыши требуемого размера промывают, протирают и устанавливают в постели коренных и шатунных подшипников, предварительно смазав поверхность вкладыша и шейки моторным маслом.
Для двигателей ЗИЛ-130, кроме номинального, предусмотрено пять ремонтных размеров коренных и шатунных шеек коленчатого вала. Соответственно выпускается шесть комплектов вкладышей: номинального, 1, 2, 3, 4, 5-го ремонтных размеров.
Регулировка осевого люфта коленчатого вала у двигателей ЗИЛ-130 и ЗМЗ-53 производится подбором упорных шайб. У двигателей ЗМЗ-53 осевой зазор между передним упорным торцом коленчатого вала и задней упорной шайбой должен быть 0,075–0,175 мм, а у двигателей ЗИЛ-130 0,075–0,245 мм.
В процессе эксплуатации вследствие износов осевой зазор увеличивается. При ТР его регулируют, устанавливая упорные шайбы или полукольца ремонтных размеров, которые по сравнению с номинальным размером имеют увеличенную (соответственно на 0,1; 0,2; 0,3 мм) толщину.
Основными неисправностями головок блока являются: трещины на поверхности сопряжения с блоком цилиндров, трещины на рубашке охлаждения, коробление поверхности сопряжения с блоком цилиндров, износ отверстий в направляющих втулках клапанов, износ и раковины на фасках седел клапанов, ослабление посадки седел клапанов в гнездах.
Трещины длиной не более 150 мм, расположенные на поверхности сопряжения головки цилиндров с блоком, заваривают. Перед сваркой в концах трещин головки, изготовленной из алюминиевого сплава, сверлят отверстия 0 4 мм и разделывают ее по всей длине на глубину 3 мм под углом 90°. Затем головку нагревают в электропечи до 200 °С и после зачистки шва металлической щеткой заваривают трещину ровным швом постоянным током обратной полярности, используя специальные электроды.
При сварке газовым способом используют горелку с наконечником № 4 и проволоку марки АЛ4 диаметром 6 мм, а в качестве флюса применяют АФ-4А. После заварки удаляют остатки флюса со шва и промывают его 10 %-ным раствором азотной кислоты, а затем горячей водой. После этого шов зачищают заподлицо с основным металлом шлифовальным кругом.
Трещины длиной до 150 мм, расположенные на поверхности рубашки охлаждения головки цилиндров, заделывают эпоксидной пастой. Предварительно трещину разделывают так же, как для сварки, обезжиривают ацетоном, наносят два слоя эпоксидной композиции, смешанной с алюминиевыми опилками. Затем головку выдерживают в течение 48 ч при 18–20 °С.
Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием «как чисто». После обработки головки проверяют на контрольной плите. Щуп толщиной 0,15 мм не должен проходить между плоскостью головки и плитой.
При износе отверстий в направляющих втулках клапанов их заменяют новыми. Отверстия новых втулок разворачивают до номинального или ремонтного размеров. Для выпрессовки и запрессовки направляющих используют оправку и гидравлический пресс.
Износ и раковины на фасках седел клапанов устраняют притиркой или шлифованием. Притирку выполняют с помощью пневматической дрели, на шпинделе которой установлена присоска.
Для притирки клапанов применяют притирочную пасту (15 г микропорошка белого электрокорунда М20 или М12, 15 г карбида бора М40 и моторное масло М10Г2 или М10В2) или пасту ГОИ. Притертые клапан и седло должны иметь по всей длине окружности фаски ровную матовую полоску а 1,5 мм.
Качество притирки проверяют так же прибором, создающие над клапаном избыточное давление воздуха. После достижения давления 0,07 МПа оно не должно заметно снижаться в течение 1 мин.
В случае, когда восстановить фаски седел притиркой не удается, седла зенкуют с последующим шлифованием и притиркой. После зенкования рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол, а затем притирают клапаны. При наличии на фаске раковин и при ослаблении посадки седла в гнезде головки блока его впрессовывают с помощью съемника, а отверстие растачивают под седло ремонтного размера. Изготовленные из высокопрочного чугуна. седла ремонтного размера запрессовывают с помощью специальной оправки в предварительно нагретую головку блока, а затем зенковками формируют фаску седла.
Характерными неисправностями клапанов являются износ и раковины на фаске клапана, износ и деформация стержней клапанов, износ торца клапана. При дефектации клапанов проверяют прямолинейность стержня и биение рабочей фаски головки относительно стержня. Если биение больше допустимого, клапан правят. При износе стержня клапана его шлифуют под один из двух предусмотренных ТУ ремонтных размеров на бесцентрово-шлифовальном станке. Изношенный торец стержня клапана шлифуют «как чисто» на заточном станке.
Для шлифования изношенной фаски используют станок модели Р108. На нем же шлифуют цилиндрическую поверхность изношенных толкателей под один из двух предусмотренных ТУ ремонтных размеров, изношенные сферические поверхности толкателей и коромысел.
На крупных АТП и в автотранспортных объединениях, имеющих специализированные участки по восстановлению деталей, осуществляют ремонт коленчатых и распределительных валов. Изношенные коренные и шатунные шейки коленчатых валов, а также опорные шейки распределительных валов шлифуют под ремонтные размеры на кругло шлифовальном станке. После шлифования шейки коленчатого и распределительного валов полируют абразивной лентой или пастой ГОИ. Изношенные кулачки распределительного вала шлифуют на копировально-шлифовальном станке.
Система охлаждения. Внешними признаками неисправности системы охлаждения являются перегрев или чрезмерное охлаждение двигателя, потеря герметичности. Перегрев возможен при недостатке охлажд
Основные неисправности грм
В процессе эксплуатации автомобиля в газораспределительном механизме могут возникнуть такие неисправности, как плохое прилегание клапана к гнезду, неполное открытие клапана, растяжение звеньев приводной цепи.
Признаками плохого прилегания клапана к седлу является уменьшение компрессии, периодические хлопки во впускном или выпускном трубопроводах, падение мощности двигателя. Причиной плохого прилегания клапанов может быть отложение нагара на клапанах и гнездах, образование раковин на рабочих поверхностях, коробление головки клапана, поломка клапанных пружин, заедание стержней клапанов в направляющих втулках, отсутствие зазора между стержнем клапана и носком коромысла.
Признаком неполного открытия клапана служат стуки в двигателе и падение мощности. Причиной этой неисправности является большой зазор между стержнем клапана и носком коромысла. Образование такого зазора может привести к обрыву головки клапана.
К неисправностям газораспределительного механизма следует отнести также износ шестерен распределительного вала, увеличение продольного смещения распределительного вала и зависание клапанов вследствие отложения на их стержнях смолистых веществ.
Выявленные неисправности необходимо устранять следующим образом: нагар удалить, поломанную пружину заменить, засмоленные стержни клапанов промыть бензином. Нарушенный зазор между стержнем клапана и носком коромысла восстанавливают регулировкой. При значительном износе деталей газораспределительного механизма двигатель ремонтируют.
Растяжение приводной цепи приводит к нарушению фаз газораспределения, вследствие чего затрудняется пуск двигателя и уменьшается его мощность.
Увеличение зазора вызывает стук клапанов, а уменьшение — вспышки в карбюраторе или хлопки в глушителе. При большом зазоре уменьшается величина опускания клапана и сокращается продолжительность его открытия, в результате чего ухудшается наполнение цилиндра горючей смесью и удаление из него продуктов сгорания, а мощность двигателя снижается.
Зазоры, мм, в клапанном механизме при холодном двигателе | ||
Марка автомобиля | Впускной клапан | Выпускной клапан |
КамАЗ | 0,3 | 0,4 |
ВАЗ | 0,15 | 0,15 |
Зазоры между носками коромысел и торцами стержней клапанов проверяют щупами. Щуп толщиной 0,3 мм для впускных и 0,4 мм для выпускных клапанов должен входить в зазор с усилием, а щупы толщиной соответственно 0,25 и 0,35 мм — свободно (передние клапаны правого ряда цилиндров — впускные, левого ряда — выпускные). Для регулировки зазора ослабляют гайку регулировочного винта и, удерживая в зазоре щуп нужной толщины, устанавливают требуемый зазор вращением винта отверткой. Затем, придерживая винт отверткой, затягивают гайку и еще раз проверяют зазор щупом. Более удобной и производительной является регулировка зазоров клапанов с помощью приспособления И801.14.00 (рис.3).
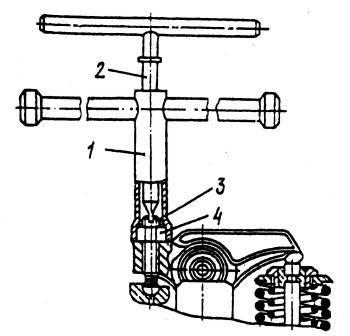
Рис. 3. Приспособление И801.14.000 для регулировки зазоров клапанов:
1 — торцовый ключ; 2 — отвертка; 3 — регулировочный винт; 4 — контргайка Качество регулировки зазоров клапанов проверяют на работающем двигателе по отсутствию стуков в клапанном механизме. По окончании работ устанавливают на места и закрепляют крышку люка картера сцепления и крышки головок цилиндров.